Изобретение относится к производству керамических изделий в виде тел вращения и может, быть использовано при отделке, шлифовке, полировке, зачистке деталей в виде втулок, роликов и т. п.
Цель изобретения - расширение технологических возможностей устройства.
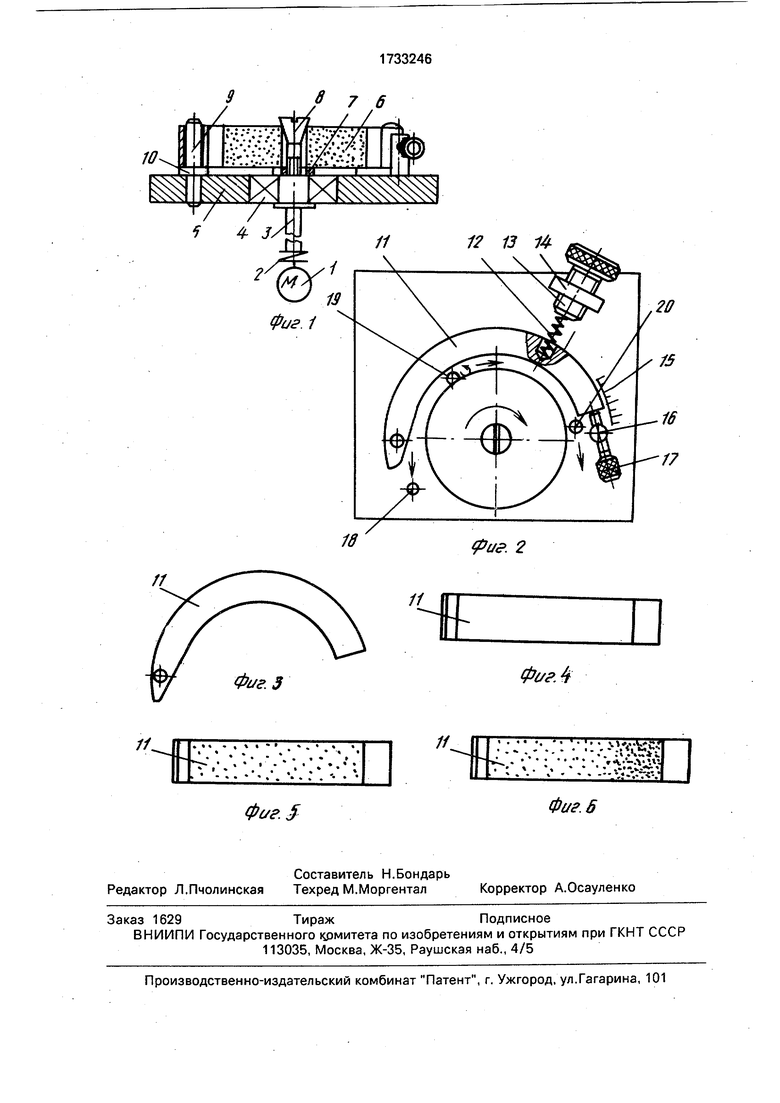
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг, 3 - направляющая скоба, вид сверху; на фиг. 4 - то же, без абразивного слоя; на фиг. 5 - то же, с абразивным слоем постоянной зернистости; на фиг. 6 - то же, с тремя зонами постепенно уменьшающейся зернистости абразива.
Устройство -для обработки керамических деталей содержит электродвигатель 1, передающий через муфту 2 вращение валу 3, установленному в подшипниковом узле 4, расположенном в расточке основания 5. На валу 3 установлен абразивный круг 6 с помощью распорного кольца 7 и затяжного винта 8. На оси 9 с помощью распорного кольца 10 установлена направляющая скоба 11, поджатая пружиной 12 с возможностью
регулировки поджимным винтом 13, расположенным в кронштейне 14. На основании 5 имеется регулировочная шкала 15. В кронштейне 16 установлен регулировочный винт 17. В пространство между абразивным кругом и направляющей скобой подаются под- лежащие обработке заготовки 18. Обрабатываемая заготовка 19 контактирует с рабочей поверхностью направляющей скобы.
На рабочей поверхности направляющей скобы может иметься слой абразива, который вместе с абразивным кругом выполняет работу резания. При этом указанная рабочая поверхность является одновременно и направляющей, и режущей поверхностью,
Рабочая поверхность направляющей екобы может состоять из трех участков, первый из которых имеет более крупное зерно, рыхлящее поверхность заготовки, второй - более мелкое зерно, шлифующее поверхность заготовки, третий - минимально необходимую зернистость, предназначенный
VJ
CJ OJ
го
Јь
с
для выполнения доводки и соответствующий зернистости абразивного круга;
Поверхность направляющей скобы может не иметь абразива, тогда направляющая выполняет только направляющую функцию.
Устройство имеет прозрачный колпак (не показан) и снабжена питателем, поштучно подающим заготовки в зону обработки, а также скатом или склизом для транспортирования обработанных деталей 20 в накопитель.
Устройство работает следующим образом.
В пространство между абразивным кругом 6 и направляющей скобой 11 из питателя поштучно подаются ориентированные заготовки 18, подлежащие обработке. От взаимодействия с рабочими поверхностями круга 6 и скобы 11 обрабатываемая деталь 19 получает вращательное движение и перемещение по дуге, в процессе которых и происходит обработка. Поджатие детали скобой к кругу осуществляется пружиной 12, регулируемой винтовой парой 13 - 14. Величина зазора между кругом и направля- кндей скобой регулируется путем использования винтовой пары 16 - 17 и настроечной шкалы 15. Демпфирование скобы 11 пружиной 12 придает деталям также осцилляци- онное движение.
При наладке устройства скоба с помощью регулировочного винта устанавливается с обеспечением эквидистантности ее рабочей поверхности с поверхностью шлифовального круга. Это является обязательным условием для получения заданных размеров обрабатываемых деталей.
Когда обрабатываемая деталь подается в начало рабочего участка, то, захватываясь абразивным кругом, она отжимает скобу, При этом сила прижатия в начальной зоне максимальна, но с прохождением детали по рабочему участку она уменьшается из-за изменения плеча действия силы и уменьшения диаметра заготовки, достигая минимума в зоне выхода, где вновь восстанавливается эквидистантность поверхностей круга и скобы. Таким образом, постоянному изменению диаметра заготовки соответствует изменяющийся размер зазора между кругом и скобой - в начале рабочего сектора зазор равен размеру поступившей заготовки, а в конце равен чертежному размеру детали. Изменение интенсивности обработки предопределяется тем, что величина изменения зернистости рабочей поверхности скобы прямо пропорциональна величине изменения зазора.
Обработанная деталь 20 по скату или склизу транспортируется в накопитель. Если обрабатываемые детали имеют
буртик, то они устанавливаются в устройстве буртиком вниз. При этом по высоте буртика определяется высота используемых распорных колец 7 и 10.
Устройство используется для очистки,
зачистки, шлифования, полирования, отделки деталей типа втулок или роликов, преимущественно из керамических материалов.
При использовании направляющей скобы, рабочая поверхность которой имеет переменную зернистость абразива, деталь из податливого к обработке материала проходит предварительное шлифование, тонкое шлифование и полировку или доводку за один цикл обработки.
Устройство может быть также использовано при обработке деталей типа тел враще- ния из других конструкционных материалов.
30
Формула изобретения
1.Устройство для обработки керамических деталей, включающее основание, на котором установлен цилиндрический вращающийся зачистной круг и установленный соосно с ним дополнительный зачистной элемент, отличающееся тем, что, с целью расширения технологических возможностей, дополнительный зачистной элемент выполнен в виде поджатой регулируемой пружиной скобы, один конец которой шарнирно закреплен на основании, а другой, свободный, взаимодействует с установленным на основании регулировочным винтом.
2.Устройство поп, 1,отличающее- с я тем, что дополнительный зачистной элемент выполнен с абразивным внутренним слоем с уменьшающейся зернистостью.
3. Устройство по п. 1,отличающее- с я тем, что дополнительный зачистной элемент выполнен с абразивным внутренним слоем с постоянной зернистостью.
20
ФигА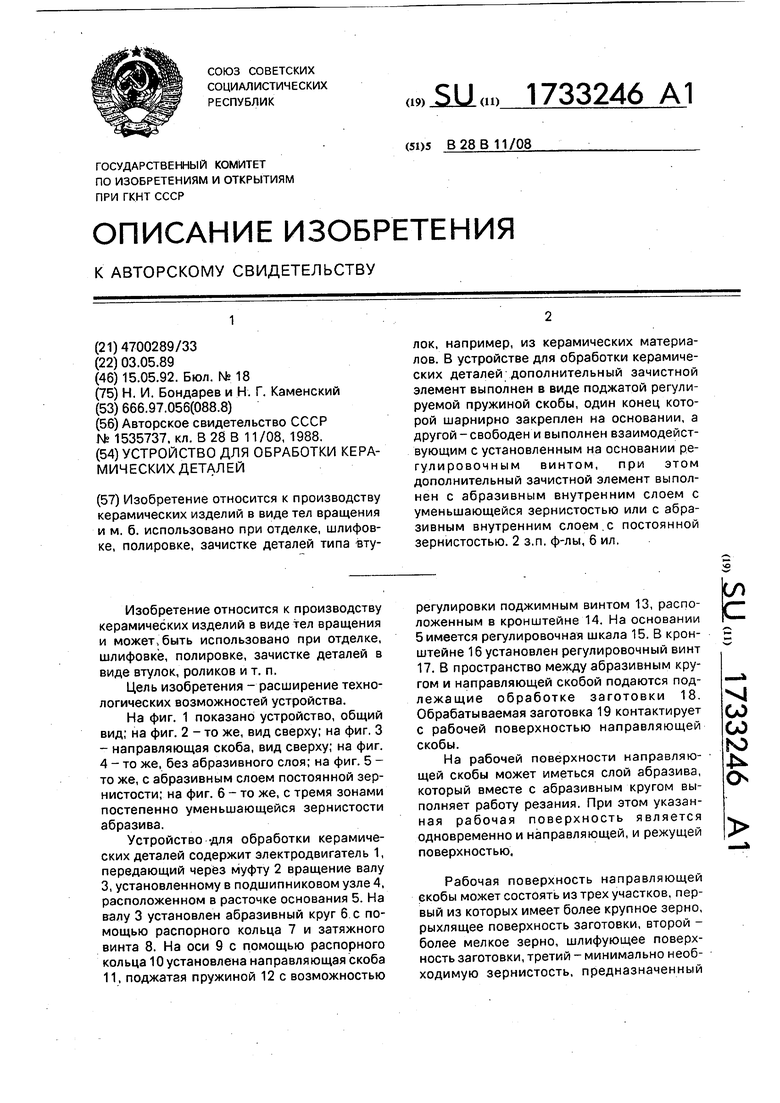
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования | 1989 |
|
SU1759608A1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| Способ абразивно-жидкостной обработки | 1990 |
|
SU1764958A1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
| Установка для обработки деталей | 1990 |
|
SU1779556A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1673403A1 |
| Способ вибрационной обработки | 1979 |
|
SU967778A1 |
| Устройство для зачистки концов труб | 1982 |
|
SU1073078A1 |
| Способ ленточного шлифования и устройство для его осуществления | 1991 |
|
SU1816660A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
Изобретение относится к производству керамических изделий в виде тел вращения и м. б. использовано при отделке, шлифовке, полировке, зачистке деталей типа втулок, например, из керамических материалов. В устройстве для обработки керамических деталей дополнительный зачистной элемент выполнен в виде поджатой регулируемой пружиной скобы, один конец которой шарнирно закреплен на основании, а другой-свободен и выполнен взаимодействующим с установленным на основании ре- гулировочным винтом, при этом дополнительный зачистной элемент выполнен с абразивным внутренним слоем с уменьшающейся зернистостью или с абразивным внутренним слоем с постоянной зернистостью. 2 з.п. ф-лы, 6 ил.
/Л
. « . - .
Ф(/г./
11
- J-V74-,
Фиг. 8
| Устройство для зачистки керамических изделий | 1988 |
|
SU1535737A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
