Известны устройства для правки шлифовальных кругов, одни из которых обеспечивают только прямолинейный профиль правки образующей круга, другие - криволинейный профиль небольшого радиуса кривизны, третьи - криволинейный профиль большого радиуса кривизны.
Целью изобретения является обеспечение возможности получения прямолинейного и криволинейного профилей как малого, так и сколь угодно большого радиуса кривизны образуюшей круга. Это достигается тем, что устройство выполнено в виде кривошипно-ползунного механизма, все подвижные звенья которого (кривошип, шатун, ползун) снабжены, например, пазами для установки алмаза в любой точке звеньев.
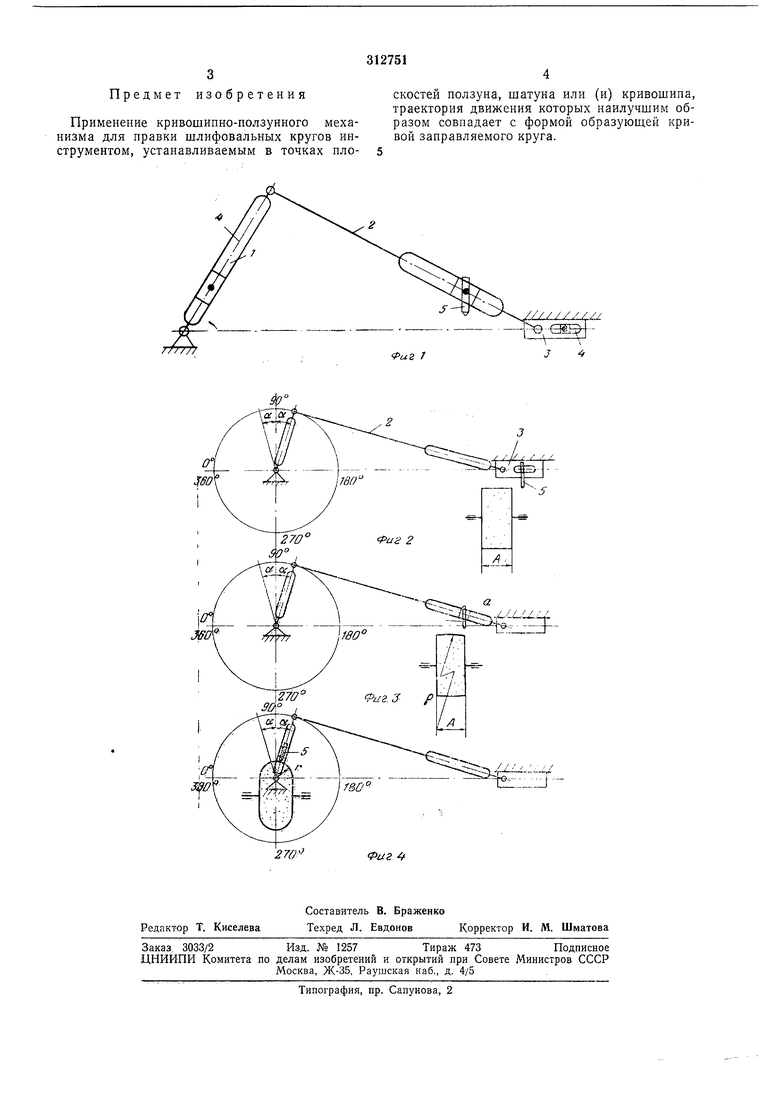
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - положение алмаза для правки прямолинейного профиля образующей круга; на фиг. 3 - положение алмаза для правки образующей круга сколь угодно большого радиуса кривизны; на фиг. 4 - положение алмаза для правки образующей круга небольшого радиуса кривизны.
Для правки круга по прямолинейной образующей алмаз (см. фиг. 2) устанавливается в любой точке ползуна. Кривошип получает от привода возвратно-качательное движение на угол ±а, величина которого зависит от ширины А круга.
Для правки круга по криволинейной образующей большого радиуса кривизны алмаз (см. фиг. 3) устанавливается на шатуне, а кривошип, так же как и в предыдущем случае, получает от привода возвратно-качательное движение на угол zta.
В зависимости от заданного радиуса р кривизны алмаз устанавливается на расстоянии а от шарнира ползуна. Чем больше требуемый радиус кривизны, тем меньше расстояние а, которое рассчитывается на основе тригонометрических зависимостей кривошипно-ползунного механизма.
При правке образующей круга по радиусу сравнительно небольших размеров (до 100- 150 мм) алмаз (см. фиг. 4) устанавливается непосредственно на кривошипе / согласно заданной величине радиуса г.
Для получения выпуклого профиля образующей щлифовального круга кривошип получает качание на угол ±а в зоне от О- 180°. Для получения вогнутого профиля образующей круга кривошип получает качание на угол ±а в зоне 180-360°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки деталей | 1981 |
|
SU979091A1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| МАНИПУЛЯТОР ДЛЯ ПЕРЕДАЧИ ИЗДЕЛИЙ | 2007 |
|
RU2356725C1 |
| УСТАНОВКА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU408686A1 |
| Кривошипно-шатунный механизм | 2014 |
|
RU2613748C2 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
| СПОСОБ ДОБЫЧИ НЕФТИ С ИСПОЛЬЗОВАНИЕМ ШТАНГОВОГО ГЛУБИННОГО НАСОСА И СТАНОК-КАЧАЛКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2381383C1 |
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1425062A1 |