Изобретение относится к термической обработке и может быть использовано для закалки изделий, преимущественно цилиндрических.
Известен станок для индукционной закалки изделий, содержащий поворот ную колонну, установленную на ней каретку с кронштейнами, в которые вмонтированы центры для установки изделия, электрические механизмы перемещения каретки и вращения обра батываемого изделия, установку ТВЧ, индуктор со спрейером и закалочный .бак 1.
Недостатком станка является то, что постоянная длина кронштейнов, несмотря на наличие поперечного перемещения центров за счет поворота колонны, не позволяет совместить оси центров к индуктора без изменения длины подводящих шин от установи ки ТВЧ к индуктору, что приводит к снижений КПД,
Известен также станок для индукционной закалки, содержащий стойку с верхикальньоми направляющими, установленную на направляющих стойки поворотную каретку с кронштейнами, .несущими центры для установки деталей, индуктор со скрейером и закалочный бак. Стойка станка имеет.возможнрсуь настроечного горизонтального перемещения для регулировки зазоров между индуктором и деталью 2.
Недостатком известного станка является сложность конструкции,обеспечивающей возможность регулировки положения.закаливаемой детали относительно индуктора.
Цель изобретения - упрощение станка.
Поставленная цель достигается тем, что станок, содержащий индуктор со спрейером закалочный бак, стойку с вертикальными направляющими, на КОТОРЫХ размещена каретка с кронштейнами, несущими центры для установки деталей, снабжен закрепленной в кронштейнах параллельно направ ляющим штангой, а кронштейны, выпол1вены разъемными с возможностью одновременного разворота их частей на щтанге,
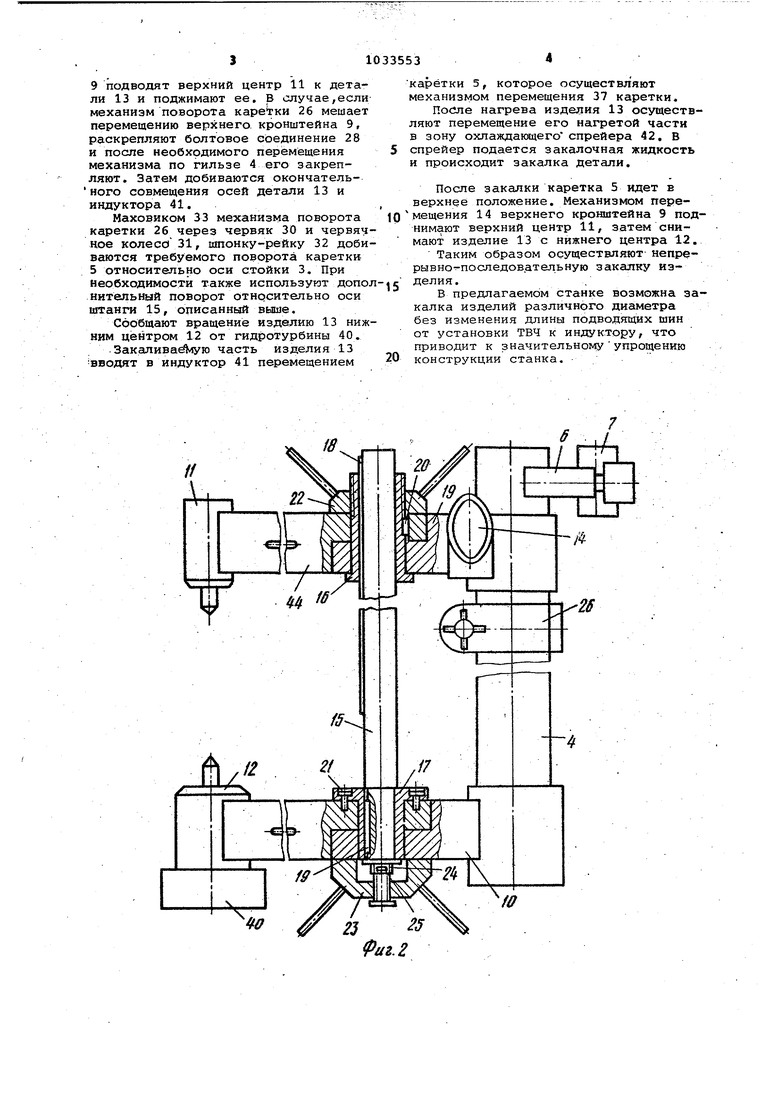
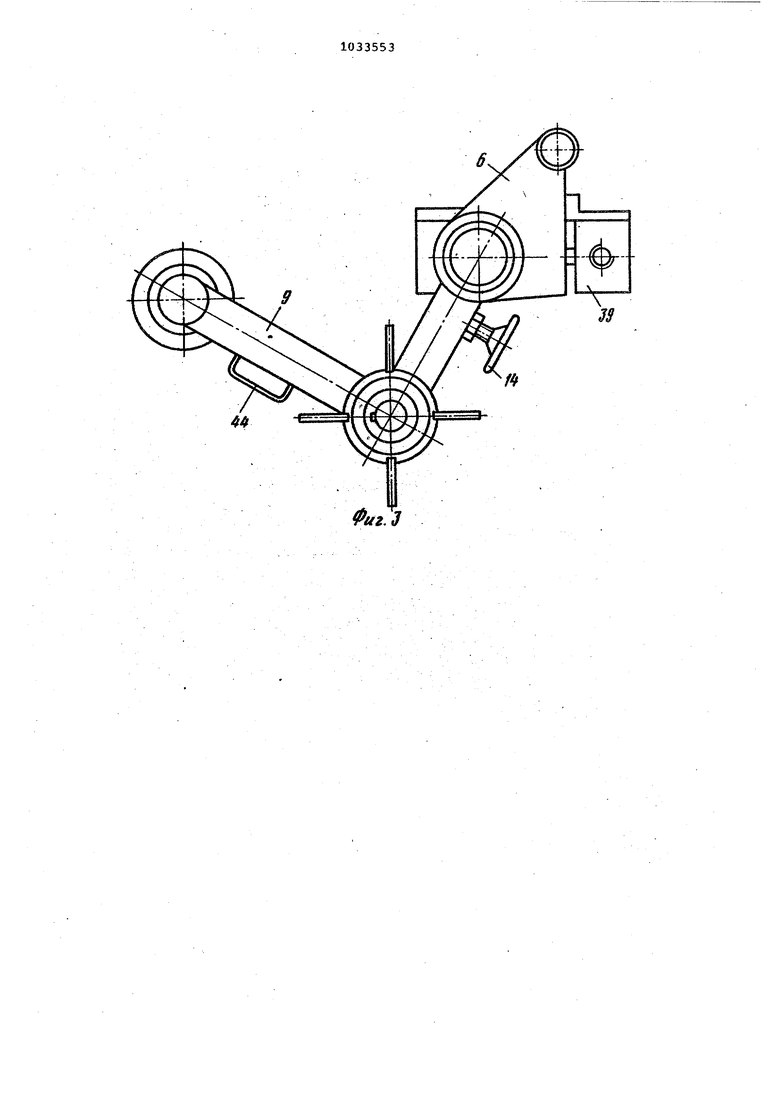
На фиг. 1 изображен станок для закалки изделий; на фиг. 2 - каретка; на фиг. 3 - то же, вид.-сверху; на фиг. 4 - сечение А-А на фиг.1.
Станок содержит установленную на основании 1 колонку 2 со стойкой 3, на которой размещена гильза 4 каретки 5, Гильза 4 жестко связана с кронштейном б , на котором закреплена втулка 7, расположенная на вертикаль ной направляющей 8 колонны 2.
На гильзе 4 закреплены верхний 9 и нижний 10 кронштейны с вмонтированными в них-центрами 11 к 12 для установки изделия 13, причем на верхнем кронштейне 9 расположен механизм его перемещения 14 в виде червячной пары.
Кронштейны 9 и 10 выполнены сост ными и связаны между собой штангой 15, установленной в месте (.разъема кронштей-нов во втулках 16 и 17.
Штанга 15 снабжена шпонками 18 и 19, связывающими ее со втулками 16 и 17 верхнего 9 и нижнего10 кро штейнов, причемвтулка 16 верхнего кронштейна9 соединена с его наружной частью шпонкой 20, а вТулка 17 нижнего кронштейна 10 закреплена посредством винтового .соединения 2 на внутренней стороне нижнего кронштейна 10.
На концах штанги 15 расположены зажимы 22 и 23, а в нижней части ограничительная прорезная гайка 24 со шплинтом 25.
Каретка 5 снабжена механизмом поворота 26. в виде червячной пары, установленной в корпусе 27, -закрепленном посредством болтового соединения 28 на колонне 2.
Червячная пара содержит установленный на подшипниковых опорах 29 червяк 30 и червячное колесо 31, связанное посредством шпонки - рейки 32 с гильзой 4 каретки 5.
На свободном конце червяка 30 установлен маховик 33. Со стороны маховика 33 на корпусе 27 посредством винтового соединения 34 закрелена крышка 35 с уплотнением 36,
Механизм перемещения 37 каретки установлен внутри колонны 2 и связан с ходовым винтом 38 колонны 2, на котором установлена гайка 39, жестко соединенная с кронштейном 6.
Механизм вращения изделия выполнен в виде гидротурбины 40, связанной с нижним центром 12.
Индуктор 41 соединен подводящими шинами с установкой ТВЧ и вместе со спрейером 42 установлен на корпусе закалочного бака 43.
Станок работает следующим образом.
При изменении диаметра закаливаемого изделия производят совмещение осей изделия 13 и индуктора 41, Для этого раскрепляют верхний 22 и нижний 23 зажимы штанги 15. С помощью ручки 44 подводят верхний 11 и нижний 12 центры каретки.5, установленной в верхнем положении, в отверстие индуктора 41..Поворотом штанги 15 через шпонки 18 - 20, винтовое соединение 21 и втулки 16 и 17 достигается синхронность перемещения центров 11 и 12. Фиксируется положение кронштейнов 9 и 10 с центрами 11 и 12 закреплением зажимов 22 и 23. Деталь 13 устанавли,вают на нижний центр 12. Механизмом перемещения 14 верхнего кронштейна 9 подводят верхний центр 11 к детали 13 и поджимают ее. В случае,если механизм поворота карегки 26 мешает перемещению верхнего кронштейна 9, раскрепляют болтовое соединение 28 и после необходимого перемещения механизма по гильзе 4 его закрепляют. Затем добиваются окончательного совмещения осей детали 13 и индуктора 41. Маховиком 33 механизма поворота каретки 26 через червяк 30 и червяч ное колесо 31, шпонку-рейку 32 доби ваются требуемого поворота каретки 5 относительно оси стойки 3. При необходимости также используют допо нительный поворот относительно оси игеанги 15, описанный вьние. Сообщают вращение изделию 13 ниж ним центром 12 от гидротурбины 40. . Закал ив аёК1ую часть изделия 13 вводят в индуктор 41 перемещением еханизмом перемещения 37 каретки. После нагрева изделия 13 осуществяют перемещение его нагретой части в зону охлаждакнцего спрейера 42. В спрейер подается закалочная жидкость и происходит закалка детали. После закалки каретка 5 идет в верхнее положение. Механизмом перемещения 14 верхнего кронштейна 9 поднимают верхний центр 11, затем снимают изделие 13 с нижнего центра 12. Таким образом осуществляют непрерывно- последовательную закалку изделия.. В предлагаемом станке возможна закалка изделий различного диаметра без изменения длины подводящих шин от установки ТВЧ к индуктору, что приводит к значительномуупрощению конструкции станка. 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2182932C2 |
| Станок для закалки цилиндрических изделий | 1987 |
|
SU1507812A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| Станок для закалки внутренних поверхностей полых цилиндрических изделий | 1981 |
|
SU1025735A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| Станок для индукционного нагрева | 1981 |
|
SU994570A1 |
| Станок для закалки деталей с индукционного нагрева | 1974 |
|
SU646844A1 |
| Установка для закалки | 1980 |
|
SU901299A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |

СТАНОК ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ИЗДЕЛИЙ, содержащий индуктор со спрейером, закалочный бак, стойку с вертикальными направлянздими, на которых размещена каретка с кронштейнами, несущими центры для установки изделий, о т л и. ч а-ю щ и йс я тем, что, с целью упрощения станка, он снабжен закрепленной в кронштейнах,параллельно .направляющим штангой, а кронштейны выполнены разъемными с возможностью одноврег(менного разворота их частей на штанге. 00 оо ел О1 to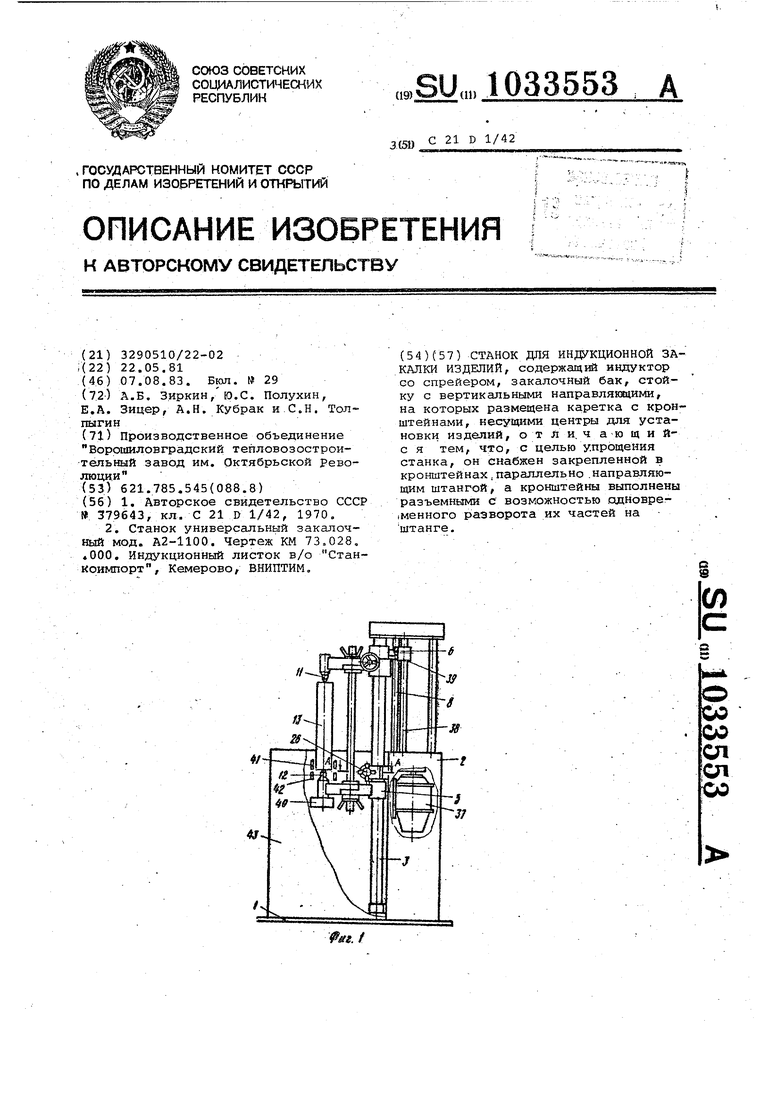
29
28
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВСЕСОЮЗНАЯ ; | 0 |
|
SU379643A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок универсальный закалоч№й мод | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Индукционный листок в/о Станкоимпорт, Кемерово, ВНИПТИМ, | |||
