Изобретение относится к устройствам для доворота шпинделя расточиого стай-ка с борштангой до определенного углового ноложения при выводе борштанги из обработанного отверстия.
Известные гидравлические и электрические устройства для доворота шпинделя станка до определенного углового положения требуют оснаш,ения станков дополнительными гидравлическими или электрическими системами, что усложняет и удорожает их конструкцию. Кроме того, для доворота борштанги с помощью этих устройств требуется дополнительное время и осуществляется он с невысокой точностью.
Предлагаемая силовая расточная головка отличается от известных тем, что, с целью использования для ориентации резца обратного хода головки, шпиндель последней соединен с борштангой посредством патрона, снабженного замковым устройством, а зубчато-реечная передача находится под воздействием жестко связанной с силовым узлом тяги.
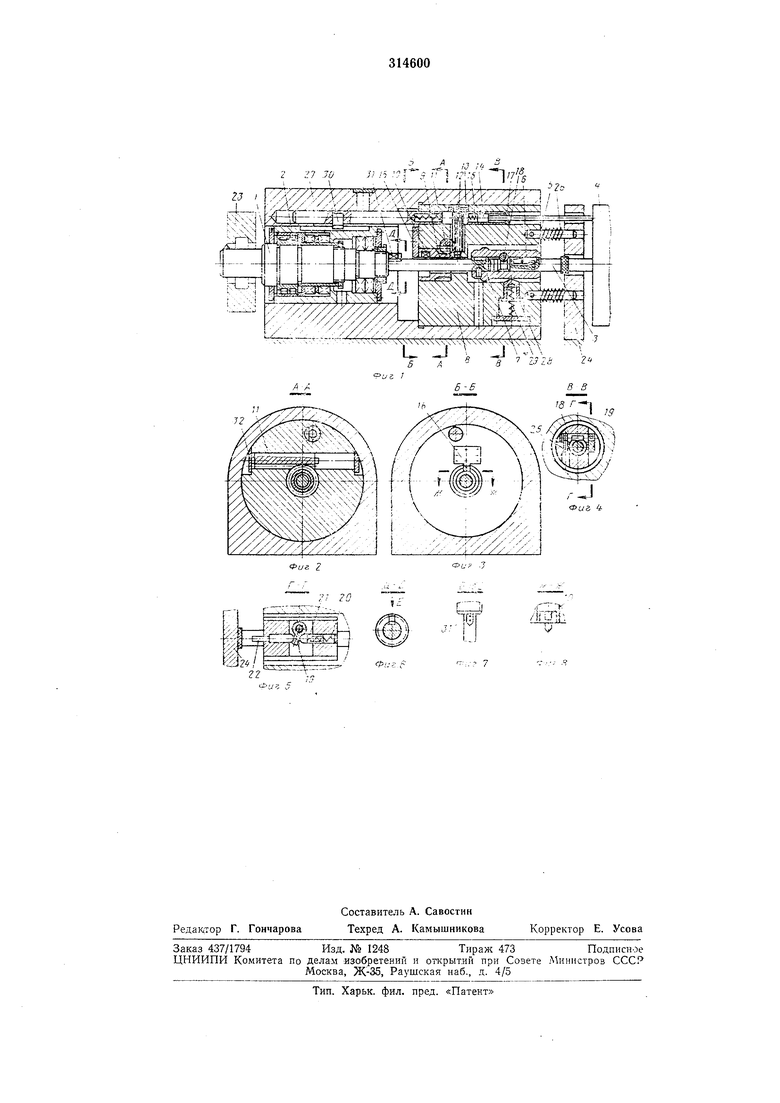
На фиг. 1 изображена описываемая головка, продольный разрез; на фиг. 2 - сечение но А-Л на фиг. 1; на фиг. 3 - сечение но Б-Б на фиг. 1; на фиг. 4 - сечение по В-В на фиг. 1; на фиг. 5 - сечение но Г-Г на фиг. 4; па фиг. 6 - сечение по Д-Д на фиг.
1; на фиг. 7 - вид по стрелке Е на фиг. 6; па фиг. 8 - сечение но Ж-Ж на фиг. 3.
Борштапга 1, иращаюпщяся в подшипниках качения, смонтмроваппы.ч в екользяп1ен втулке 2, связана со и.тшделем 3 с.плового нрипода 4 носредством патрона с замковым устройством, смонтированным по втулке 5 с подпружиненной 6 п пеподвижг.о 7 шпонками. Механизм доворота борштапгп смоптирован во втулке 5 и состоит пз втулки-шестерни 9 с выстуном 10, рейки //, зубчатого колеса 12, рейки 13, тяги 14, нружнны 15 и жесткого упора 16.
Тяга 14 одним конном жестко связана с снловым приводом 4, другой конец тяги нхолпт в отверстие пустотелой рейки 13. При крслгещенпн силового прпвода 4 слева нанраво тяга 14 буртиком упирается в крышку 17, нрнкреплснную к торцу репки 13.
Замковое устройство выполнено в внде вала 18 с лыской, позволяюнюй нри повороте вала 18 пшинделю 3 свободно выходить из втулки 5. На конце вала 18 жестко установлен рычаг 19, который поворачивается под действием пружины 20, устаповленной под плунжером 21, или под воздействием плунжера 22, когда он при выводе борштангп 1 из обрабатываемой детали 23 упирается в неподвилсный кронштейн 24. Вал /5 в осевом направлении фиксируется штифтом 25, входящим в кольцевую выточку вала. Между втулкой 8 и кронштейном 24 установлены пружины 26, под действием которых втулка 8 прижимается к торцу отверстия, расточенного в корпусе 27. Во втулке 8 смонтирован фиксатор 28, поджатый пружиной 29, необходимый для удержания борштанги / от перемещения вдоль оси при разъединении замкового устройства. Для перемещения скользящей втулки 2 при выводе борщтанги / ИЗ обрабатываемой детали после разъединения замкового устройства служит шпонка 30, установленная в рейке 13. Борштанга / снабжена выступом 31, который при выводе борштанги из обрабатываемой детали входит в выточку втулки-шестерни 9, снабженной выступом 10. Выступ 31 и упор 16 имеют клиновидные заборные части, в результате чего выступ 3.1 беспрепятственно входит в выточку втулки-шестерни 9.
После окончания обработки детали 23 (фиг. 1) от путевого переключателя подается команда на остановку вращения борштанги и на отвод силового привода 4. При перемещении его слева направо борштанга 1, связанная со шпинделем 3 через втулку 5, также перемещается слева направо, при этом выступ 31 входит в выточку втулки-шестерни 9. Рейка // в этот момент доведена до упора в крышку 32 и выступ 10 располагается за упором 16. При встрече плунжера 22 с кронштейном 24, плунжер поворачивает рычаг 19 и вал 18. Замковое устройство разъединяется, после чего борштаяга / останавливается, а силовой привод 4 продолжает перемещаться вправо. Борштанга в этом положении фиксируется в осевом направлении фиксатором 28, контактирующим со втулкой 5 левее ее пояска.
После разъединения шпинделя 5 с борП1тангой 1 происходит доворот борштанги, так как тяга 14 соприкасается с крышкой 17. Рейка 13 начинает перемещаться вправо, вращая зубчатое колесо 12, которое перемещает рейку 11, вращающую втулку-шестерню 9. Выступ 10 боковой поверхностью входит в контакт с выступом 31. Борштанга / врап1ается до контакта выступа 31 -с жестким упором 16. После этого рейка 13 прекращает движение относительно втулки 8, но так как силовой привод
иродолжает движение вправо, втулка 8 начинает движение вправо, сжимая пружины 26. Перемещение продолжается до вывода резца из обрабатываемой детали.
При вводе борштанги в обрабатываемое изделие силовой привод 4 перемещается справа налево. Борштанга i/ с втулкой 8 под действием пружин 26 также перемещается справа налево, и резец вводится в обрабатываемую деталь. После упора втулки 8 в торец отверстия в корпусе 27 шпиндель 3 входит во втулку 5, доходит до правого торца борштанги и перемещает ее влево па величину, необходимую для вывода выступа 31 за пределы жесткого
упора 16.
Плунжер 22 (фиг. 5) отходит от кронштейна 24, плуткер 21 нод действием пружины 20 поворачивает рычаг 19 и вал 18, запирая шпиндель 3 во втулке 5. Поясок на втулке 5 отжимает фиксатор 28 и борштанга / оказывается расфиксированной в осевом нанравлении и связанной со шпинделем 3.
Включается вращение шпинделя и рабочая подача. Подпружиненная шпонка 6 заскакивает в шпоночный паз втулки 5 и через шпонку 7 на борштангу 1 передается крутящий момент.
После упора втулки 8 в торец отверстия корпуса 27 тяга 14 через пружину 15 перемещает рейку 13 влево. В результате втулка-шестерня 9 вращается до момента упора рейки 1} в крышку 32. При дальнейшем движении силового привода 4 влево тяга 14 будет сжимать пружину 15.
Предмет изобретения
Силовая расточная головка, несуидая борштангу с механизмом ориентации резца, выполненным в виде зубчато-реечной передачи и фиксаторов, отличающаяся тем, что, с целью использования для ориентации резца обратного хода головки, ее шпиндель соединен с борштангой посредством патрона, снабженного замковым устройством, а зубчато-реечная передача находится под воздействием жестко связанной с силовым узлом тяги.
2 2130 11 -Г$П:7-5 1%
,i, . ,, х/;. I , Mil Ч/ ,
гз I У//77Л7//7Г - 7:д / У- К)/ П /. -Д :±--±1а№-г ;ё 3:ЙШЙ ; Щ.1-4Е
2
г,
rt-,-:-.,
-1. fififi
// ---
i ..
.ve .
.тл., ;4 3
/ircnS:
.f
17

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки разнонаправленных конических поверхностей | 1985 |
|
SU1303303A1 |
| Устройство для автоматической подналадки резца | 1984 |
|
SU1187929A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Плансуппортная расточная головка | 1978 |
|
SU770668A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2014202C1 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1981 |
|
SU963705A1 |
| Многошпиндельный сверлильный станок | 1976 |
|
SU653039A1 |
| Резцовая головка | 1990 |
|
SU1748962A1 |
| Устройство для точной остановки силового органа | 1975 |
|
SU514676A1 |
| АГРЕГАТНЫЙ СТАНОК | 1969 |
|
SU241920A1 |