Изобретение относится к сварочному производству, в частности к конструкциям трубоэлектросварочных станов, и может быть использовано при изготовлении труб дуговой и высокочастотной сваркой.
Целью изобретения является повышение качества труб за счет обеспечения равномерного распределения деформации по периметру трубы.
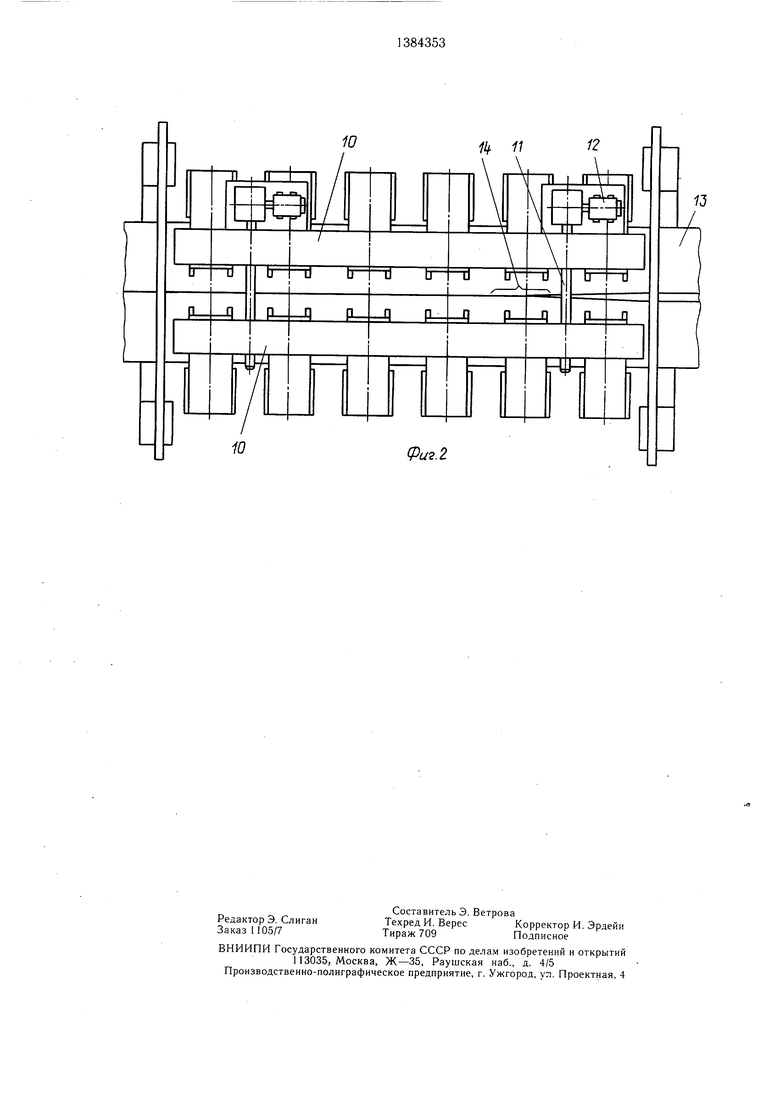
На фиг. I и 2 представлены конструктивные схемы предлагаемой клети.
Клеть содержит станину 1, опорную балку 2, обоймы 3, общую ось поворота обойм, самоустанавливающиеся валки 5, кассеты 6, оси 7 кассет, механизм 8 фикПоследующие после зоны 14 сварки обоймы удерживают трубную заготовку в сваренном состоянии до полного остывания щва и предохраняют его от появления трещин.
После окончания сварки трубная заго- тонка 13 выходит из сборочно-сварочной клети и передается на другие участки технологического передела.
При переходе на сварку труб с другой толщиной стенки и овальностью производят 10 изменение овальности сварочного калибра. Для этого полуобоймы освобождают из механизма 8 фиксации и производят их поворот вокруг щарнира 9. Вновь полученные размеры сварочного калибра фиксируют с помощью того же механизма 8. Благодаря
--- ---.--. .. .- .. - f .
сации, щарниры 9, балки 10, винты 11, при- - настройке сварочного калибра на требуемую
вод 12.
Трубоэлектросварочный стан с предлагаемой клетью работает следующим образом.
овальность, соответствующую овальности трубной заготовки 13, и применению самоустанавливающихся валков 5 происходит перераспределение зоны контакта трубной заовальность, соответствующую овальности трубной заготовки 13, и применению самоустанавливающихся валков 5 происходит перераспределение зоны контакта трубной заТрубная заготовка 13 в процессе дви- 20 готовки с валками также до равномерного
жения поступает в сборочно-сварочную клеть. С помощью самоустанавливающихся валков 5, расположенных в нескольких парах поперечных обойм 3, производится сборка, обжатие трубной заготовки и соединераспределения деформации по периметру. Таким образом, использование предлагаемой сборочно-сварочной клети по сравнению с известной обеспечивает более равномерное распределение деформации по пего, что валки 5 при помощи кассет 6 установлены на осях 7, происходит самоустановка валков 5 по фактическому профилю каждой трубной заготовки. Размеры валние ее продольных кромок. Вследствие то- 25 риметру трубной заготовки, а следовательно, и повыщает качество труб.
При использовании изобретения повы- щается качество сварных щвов труб за счет возможности создания требуемых схем деков при этом подбираются таким образом, л формации в сварочной клети, чтобы промежутки между ними составляли не более 2-3 толщин стенок трубы. При таких зазорах между валками, расположенными в поперечных обоймах, невозможна потеря устойчивости стенки трубы.
Самоустановка валков в замкнутом калибре равномерно распределяет давление на стенку трубы и, следовательно, ее деформацию по периметру. Это гарантирует точность сборки кромок под сварку без выпучивания стенк и трубной заготовки 13. После соединения кромок в зоне сварки производится их сварка.
Регулирование степени обжатия трубной заготовки 13 и сборка кромок производится при помощи привода 12, действующего через винты 11 и балки 10 на обоймы 3.
35
Формула изобретения
1.Сборочно-сварочная клеть трубоэлек- тросварочного стана, содержащая станину и обоймы с установленными в кассеты образующими калибр валками, выполненные с возможностью перемещения в радиальном направлении, отличающаяся тем, что, с целью повышения качества труб за счет обеспечения равномерного распределения де40 формации по периметру трубы, каждая из обойм состоит из двух полуобойм, щарнир- но связанных между собой, кассеты с установленными в них валками смонтированы в полуобоймах щарнирно.
2.Сборочно-сварочная клеть по п. 1; отлиПри этом наличие единой общей оси 4 пово- 45 чающаяся тем, что обоЙ1Мы имеют общую
рота обойм, расположенной в плоскости симметрии калибра, исключает возможность заклинивания какой-либо из обойм 3 и тем самым также способствует равномерному распределению по периметру давления и деформации.
50
ось поворота в плоскости симметрии калибра и обоймы, расположенные по каждую сторону от этой плоскости, объединены продольными балками, снабженными приводом, взаимного синхронного перемещения друг относительно друга.
Последующие после зоны 14 сварки обоймы удерживают трубную заготовку в сваренном состоянии до полного остывания щва и предохраняют его от появления трещин.
После окончания сварки трубная заго- тонка 13 выходит из сборочно-сварочной клети и передается на другие участки технологического передела.
При переходе на сварку труб с другой толщиной стенки и овальностью производят 10 изменение овальности сварочного калибра. Для этого полуобоймы освобождают из механизма 8 фиксации и производят их поворот вокруг щарнира 9. Вновь полученные размеры сварочного калибра фиксируют с помощью того же механизма 8. Благодаря
---.--. .. .- .. - f .
- настройке сварочного калибра на требуемую
овальность, соответствующую овальности трубной заготовки 13, и применению самоустанавливающихся валков 5 происходит перераспределение зоны контакта трубной заготовки с валками также до равномерного
готовки с валками также до равномерного
распределения деформации по периметру. Таким образом, использование предлагаемой сборочно-сварочной клети по сравнению с известной обеспечивает более равномерное распределение деформации по периметру трубной заготовки, а следовательно, и повыщает качество труб.
При использовании изобретения повы- щается качество сварных щвов труб за счет возможности создания требуемых схем деформации в сварочной клети,
Формула изобретения
1.Сборочно-сварочная клеть трубоэлек- тросварочного стана, содержащая станину и обоймы с установленными в кассеты образующими калибр валками, выполненные с возможностью перемещения в радиальном направлении, отличающаяся тем, что, с целью повышения качества труб за счет обеспечения равномерного распределения деформации по периметру трубы, каждая из обойм состоит из двух полуобойм, щарнир- но связанных между собой, кассеты с установленными в них валками смонтированы в полуобоймах щарнирно.
2.Сборочно-сварочная клеть по п. 1; отличающаяся тем, что обоЙ1Мы имеют общую
50
ось поворота в плоскости симметрии калибра и обоймы, расположенные по каждую сторону от этой плоскости, объединены продольными балками, снабженными приводом, взаимного синхронного перемещения друг относительно друга.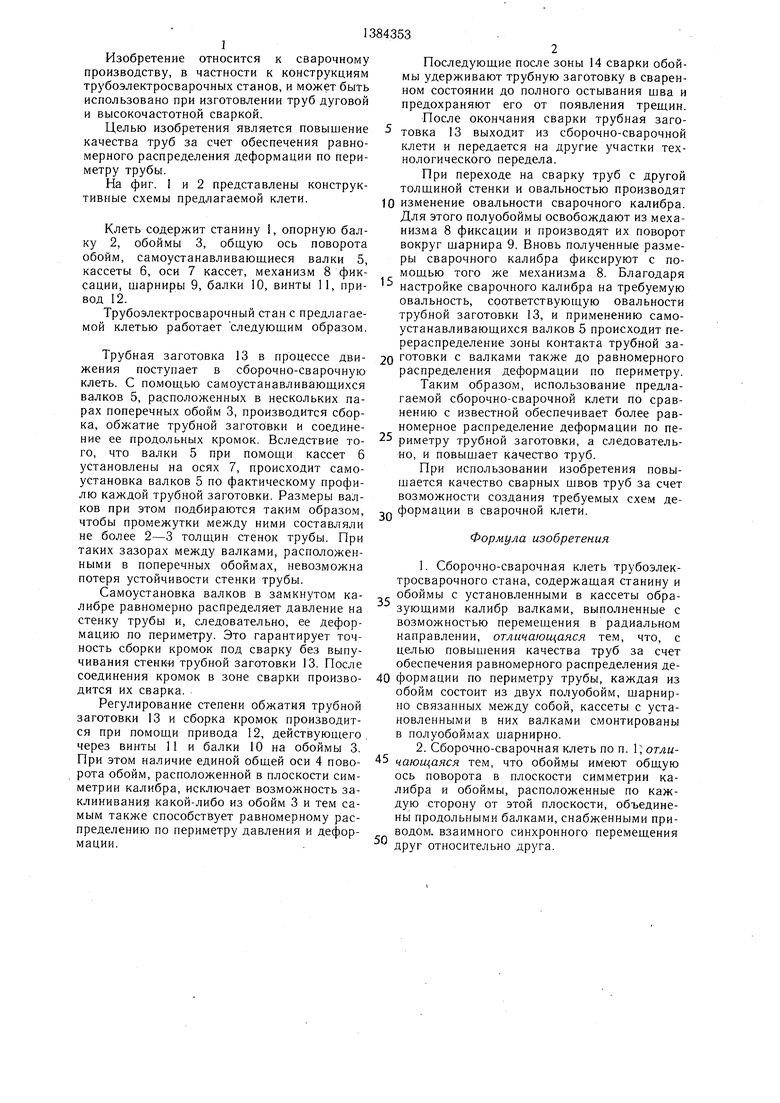
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| Способ изготовления электросварных прямошовных труб | 1988 |
|
SU1581403A1 |
| Способ изготовления сварных труб из безникелевых коррозионностойких сплавов | 1982 |
|
SU1097407A1 |
| Сварочная клеть | 1986 |
|
SU1433520A1 |
| Способ изготовления прямошовных труб | 1984 |
|
SU1274890A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СПОСОБ КАЛИБРОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2006 |
|
RU2292973C1 |
| Трубосварочная клеть | 1978 |
|
SU810330A2 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
Изобретение относится к трубосварочному производству и может быть использовано при изготовлении труб дуговой и высокочастотной сваркой. Целью изобретения является повышение качества труб. Обжатие трубной заготовки 13 производят самоустанавливающимися валками 5, установленными в обоймах 3. Изменение овальности калибра осуществляют изменением взаимного расположения полуобойм относительно шарниров 9. Степень обжатия трубной заготовки регулируют приводом 12 перемещения обойм 3. Устройство позволяет равномерно распределить напряжения и деформации по периметру заготовки и исключить местные потери устойчивости профиля заготовки. 1 з.п.ф-лы, 2 ил. (О (Л 72 /J со 00 4 СО ел со г./
| Розов Н | |||
| В | |||
| Производство труб | |||
| М.: Металлургия, 1974, с | |||
| Двухколесный автомобиль для формовки кирпичей из разлитой по полю сушки торфяной массы | 1923 |
|
SU478A1 |
