Изобретение относится к изготовлению резинотехнических изделий и может быть использовано для серийного изготовления бесконечных зубчатых ремней и лент.
Известно устройство для изготовления бесконечных ремней, содержащее зубчатые барабаны для укладки на них заготовок ремней, установленные с возможностью вертикального перемещения верхнюю и нижнюю прессующие плиты и неподвижно смонтированную между ними профильную матрицу с двухсторонней рабочей поверхностью (1).
Однако, устройство имеет сложную конструкцию.
Известно также устройство для изготовления бесконечных зубчатых лент, содержащее барабаны с регулируемым межосевым расстоянием для укладки на них заготовок лент, установленные с возможностью вертикального перемещения верхнюю и нижнюю прессующие плиты, неподвижно смонтированную между ними профильную матрицу с двухсторонней зубчатой поверхностью и средство для запирания прессующих плит (2).
Однако, устройство сложно по конструкции и в работе из-за затруднений в извлечении отформованных участков ленты.
Цель изобретения состоит в упрощении конструкции устройства.
Для достижения цели в устройстве для изготовления бесконечных зубчатых лент, содержащем барабаны с регулируемым межосевым расстоянием для укладки на них заготовок лент, установленные с возможностью вертикального перемещения верхнюю и нижнюю прессующие плиты, неподвижно смонтированную между ними профильную матрицу и с двухсторонней зубчатой поверхностью и средство для запирания прессующих плит, согласно изобретению, диаметр барабанов для укладки заготовки выполнен превышающим максимальную толщину профильной матрицы.
Упрощение конструкции обеспечивается отсутствием в устройстве технически сложного средства для извлечения отформованных участков изделия. Извлечение же в данном устройстве достигается выполнением диаметра барабанов для укладки заготовки ремня большим толщины профильной матрицы, а также предварительным натяжением заготовки на барабанах.
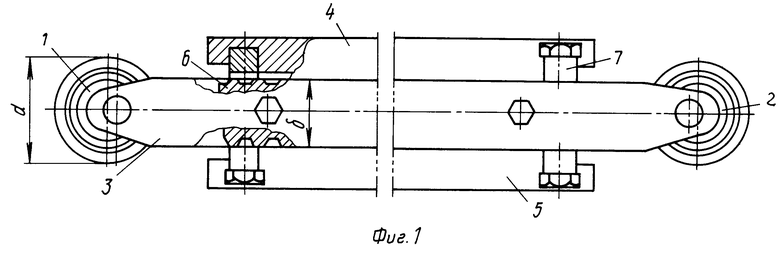
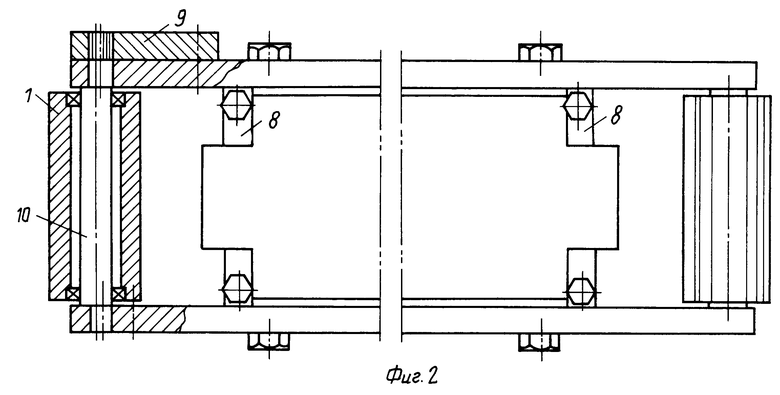
На фиг.1 показано устройство, вид сбоку; на фиг.2 - вид сверху.
Устройство для изготовления бесконечных зубчатых лент содержит зубчатые барабаны 1 и 2, смонтированные на рамке 3 с возможностью регулировки межосевого расстояния и предназначенные для укладки на них заготовок лент, установленные с возможностью вертикального перемещения верхнюю 4 и нижнюю 5 прессующие плиты, неподвижно смонтированную между ними профильную матрицу 6 с двухсторонней зубчатой поверхностью, выполненную в виде плиты. Диаметр d барабанов 1 и 2 выполнен превращающим максимальную толщину профильной матрицы.
Устройство имеет средство для запирания прессующих плит в виде закрепленных болтами 7 запирающих планок 8.
Устройство снабжено приспособлением для снятия викеля, регулирования межосевого расстояния, выполненным в виде рычага 9, взаимодействующего с эксцентриком 10, установленным на зубчатом барабане 1.
Устройство работает следующим образом.
На зубчатые барабаны 1,2 собирается заготовка ремня, укладывается ткань, навивается корд, сверху помещается слой эластомера.
Затем поверх заготовки устанавливают планки 8, закрепляемые на профильной матрице 6 с помощью болтов 7. Затем верхняя 4 и нижняя 5 прессующие плиты смыкаются с профильной матрицей 6. В момент смыкания гладкие плиты 4 и 5 образуют с планками 8 замок, предотвращая выход резины из зоны прессования.
После окончания вулканизации первых участков ремня прессующие плиты 4, 5 размыкаются, планки 8 снимаются и за счет разницы в диаметре барабанов и толщины матрицы и под действием предварительного натяжения отформованные участки извлекаются из матрицы и поворотом барабанов 1, 2 перемещаются в новое положение. Между плитами 4, 5 и матрицей 6 размещаются невулканизованные участки заготовки. Профильную матрицу 6 ориентируют по конечным зубьям ремня, отформованным при первом прессовании. Затем устанавливают планки 8 и осуществляют смыкание плит 4,5.
По окончании вулканизации вторых участков плиты 4, 5 размыкаются, планки 8 снимаются.
Для снятия викеля поворотом эксцентрика 10 с помощью рычага 9 перемещают зубчатый бабабан 1, уменьшая межосевое расстояние. Натяжение викеля ослабевает, он провисает и легко снимается с барабанов. Далее цикл прессования повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ ПРОФИЛЬНЫХ ЛЕНТ | 1991 |
|
RU2024407C1 |
| Устройство для изготовления зубчатых ремней | 1990 |
|
SU1729771A1 |
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |
| Линия для изготовления резинотехнических изделий | 1989 |
|
SU1689092A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| Устройство для изготовления викелей бесконечных армированных зубчатых ремней из полимерного материала | 1991 |
|
SU1826945A3 |
| Установка для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1765022A1 |
| Устройство для изготовления зубчатых лент | 1990 |
|
SU1789345A1 |
| Устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней | 1978 |
|
SU939286A1 |
Использование: для изготовления бесконечных зубчатых ремней. Сущность изобретения: в устройстве для изготовления бесконечных зубчатых лент диаметр барабанов для укладки заготовки выполнен превышающим максимальную толщину профильной матрицы. 2 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ ЗУБЧАТЫХ ЛЕНТ, содержащее барабаны с регулируемым межосевым расстоянием для укладки на них заготовок лент, установленные с возможностью вертикального перемещения верхнюю и нижнюю прессующие плиты, неподвижно смонтированную между ними профильную матрицу с двусторонней зубчатой поверхностью и средство для запирания прессующих плит, отличающееся тем, что диаметр барабанов для укладки заготовки превышает максимальную толщину профильной матрицы.
| Устройство для изготовления бесконечных резинотросовых лент | 1988 |
|
SU1627416A1 |
| Солесос | 1922 |
|
SU29A1 |
