1
Изобретение относится к изготовлению резинотехнических изделий и предназначено для натяжения заготовок при вулканизации в прессе бесконечных ремней, в частности клиновых .
Известно устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней, выполненное в виде барабанов с кольцевыми профильными канавками, установленных на осях, которые смонтированы на кронштейнах, расположенных по обе стороны от пресса, и управляемый штурвалом ходовой винт для перемещения одной из осей относительно второй оси 1 .
В известном устройстве кронштейн устанавливают из расчета максимального размера ремней, изготавливаемых на прессе, что увеличивает габариту пресса. Кроме того, известное устройство требует значительных затрат времени на перезарядку.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней, которое содержит расположенные вдоль боковых сторон профильной плиты пресса барабаны с кольцевыми профильными канавками, установленные с возможнос,Q тью вращения на осях, которые смонтированы на расположенных параллельно передней и задней сторонам профильной плиты направляющих, подвижных относительно профильной плиты, сило,5 вой цилиндр для перемещения одной из осей относительно второй оси и средство для фиксирования расстояния между барабанами в соответствии с размером ремня .
20 В известном устройстве силовой цилиндр шарнирно связан с концами подвижной оси через систему рычагов, а средство для фиксирования расстояния между барабанами в соответствии
с размером ремня выполнено в виде маховика, второй системы рычагов, монтируемой на раме пресса, червяка и храповика, что делает устройство громоздким и не позволяет использовать его на многоэтажных прессах.
Кроме того, перезарядка устройства заготовками осуществляется на прессе при расфиксированном одном из барабанов, что снижает производительность пресса.
Цель изобретения - повышение производительности пресса и обеспечение возможности использования устройства на многоэтажном прессе.
Для достижения поставленной цели устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней, содержащее расположенные вдоль боковых сторон профильной плиты пресса барабаны с кольцевыми профильными канавками, установленные с возможностью вращения на осях, которые смонтированы на расположенных параллельно передней и задней сторонам профильной плиты направляющих, подвижных относительно профильной плиты, силовой цилиндр для перемещения одной из осей относительно второй оси и средство для фиксирования расстояния между барабанами в соответствии с размером ремня, снабжено дополнительным силовым цилиндром, причем оба силовых цилиндра расположены вдоль направляющих и жестко связаны с концами подвижной оси, а средство для фиксирования выполнено в виде пальцев, жестко связанных с корпусами и штоками силовых цилиндров, и выполненных в направляющих гнезд для захода пальцев.
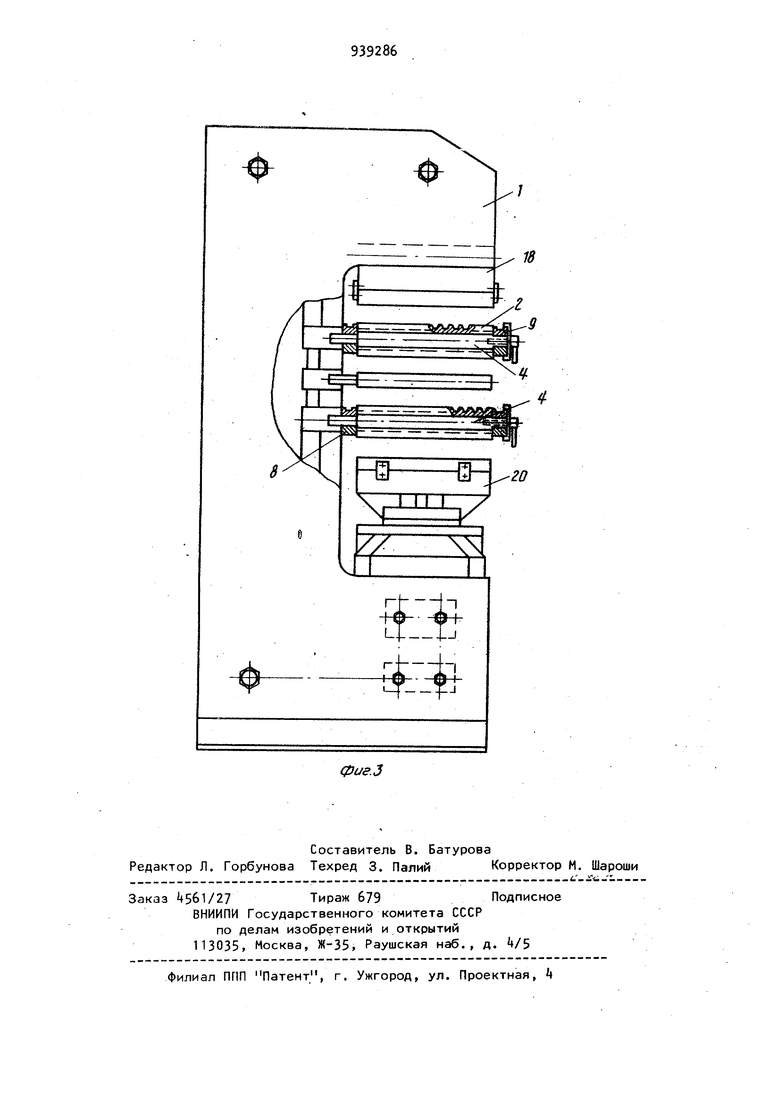
На фиг. 1 изображено предлагаемое устройство, вид сверху, на фиг. 2 - то же, установленное на этажном прессе, вид спереди; на фиг. 3 - то же, вид сбоку.
Устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней содержит барабаны 1 и 2 с кольцевыми профильными канавками 3, расположенные вдоль боковых сторон профильной плиты пресса 5 и установленные с возможностью вращения соответственно на осях 6 и 7. Оси 6 и 7 смонтированы на расположенных параллельно передней и задней сторонам профильной плиты k пресса
направляющих 8 и 9, подвижных относительно плиты k,
Ось 6 выполнена подвижной относительно оси 7. Для перемещения оси 6
имеются основной 10 и дополнительный 11 силовые цилиндры, которь1е расположены соответственно вдоль направляющих В и 9 и жестко связаны с концами подвижной оси 6.
В устройстве имеется средство для фиксирования расстояния между барабанами 1 и 2 в соответствии с размером ремня, которое выполнено в виде пальцев 12, жестко связанных с корпусами и штоками 13 силовых цилиндров, и выполненных в направляющих 8 и 9 гнезд 1 для захода пальцев. Для фиксации направляющих относительно профильной плиты пресса в
зависимости от размера ремней имеется упор 15. Барабан 2 выполнен приводным и снабжен зубчатой или червячной парой 16, соединяемой с приводом {не показан) гибким валом
(не показан), Подвод рабочей среды в силовые цилиндры 11 осуществляется через шарнирное соединение 17.
При эксплуатации на многоэтажном прессе устройство устанавливается
на каждой профильной плите фиг. 2). Описание работы устройства дается применительно к его использованию на многоэтажном прессе с верхней траверсой 18и нижним гидроцилиндром 19 с плунжером 20.
Устройство работает следующим образом.
В раскрытом положении пресса в профильные канавки 3 барабанов 1 и 2 помещаются заготовки ремней, при этом штоки 13 с помощью пальцев 12, взаимодействующих с гнездами 1, фиксируются на направляющих 8 и 9 в заданном положении в соответствии с размером вулканизируемых ремней. Затем подается рабочая среда в силовые цилиндры 11, вызывая перемещение их корпусов относительно зафиксированных штоков. При этом ось 6 с барабаном 1 перемещается в направлении
от оси 7 с барабаном 2, осуществляя натяжение заготовок ремней. Направляющие с помощью упоров 15 выставляются в заданное положение относительно профильных плит Ц, После этого
гидроцилиндром 19 смыкаются плиты пресса и производится вулканизация участков ремней, находящихся в зоне плит пресса. Затем пресс раскрывается, с помощью привода поворачиваются приводные барабаны 2, перемещая свулканизованные участки заготовок из зоны пресса и вводя в зону пресса невулканизованные участки. Далее процесс повторяется.
Конструкция предлагаемого устройства позволяет загружать заготовки на барабаны вне пресса, а после раскрытия плит пресса снимать устройства для натяжения в сборе и устанавливать следующие с новыми заготовками, что значительно сокращает время перезарядки пресса, повышая его производительность.
Формула изобретения
Устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней, содержащее расположенные вдоль боковых сторон профильной плиты пресса барабаны с кольцевыми профильными канавками, установленные с возможностью вращения на осях, которые смонтированы на расположенных параллельно передней и задней сторонам профильной плиты
направляющих, подвижных относительно профильной плиты, силовой цилиндр для перемещения одной из осей относительно второй оси и средство для
фиксирования расстояния между барабанами в соответствии с размерами ремня, отличающееся тем, что, с целью повышения производительности пресса и обеспечения возможности использования устройства на многоэтажном пресс е, оно снабжено, дополнительным силовым цилиндром, причем оба силовых цилиндра расположены вдоль направляющих и жестко связаны с концами подвижной оси, а средство для фиксирования выполнено в виде пальцев, жестко связанных с корпусами и штоками силовых цилиндров, и выполненных в направляющих
гнезд для захода пальцев.
Источники информации, принятые во внимание п|эи экспертизе
1.Бекин Н.Г., Шанин Н.П. Оборудование заводов резиновой промышлен
ности. Л., Химия, 19б9, с.279-282.
2.Патент США № 2327566 кл.425-28, опублик. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к вулканизационному прессу для натяжения заготовок бесконечных приводных ремней | 1981 |
|
SU1065237A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ ЗАГОТОВОК БЕСКОНЕЧНЫХ КЛИНОВЫХ РЕМНЕЙ | 1971 |
|
SU314659A1 |
| Устройство для вулканизации бесконечных ремней | 1985 |
|
SU1274937A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ ЗУБЧАТЫХ ЛЕНТ | 1992 |
|
RU2021140C1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1765022A1 |
| Устройство для изготовления зубчатых ремней | 1990 |
|
SU1729771A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU376265A1 |
| Устройство для изготовления бесконечных резинотросовых лент | 1988 |
|
SU1627416A1 |