Изобретение относится к области обработки металлов давлением, а именно к холодиювысадочным автоматам.
Известен холодно-высадочный автомат для изготовления деталей типа болтов или гаек в последовательно расположенных штампах, содержащий механизм переноса заготовок, выполненный в виде приводных захватов, соверплающих возвратно-поступательное движение по криволинейной траектории, что ограничивает скорости переноса заготовок из одного штампа в другой.
В предлагаемом холодно-высадочном автомате для увеличения производительности рычаги-захваты механизмов переноса заготовок установлены на раме автомата с возможностью перемещения их по замкнутым эллиптическим траекториям в нлоскости, параллельной основанию рамы.
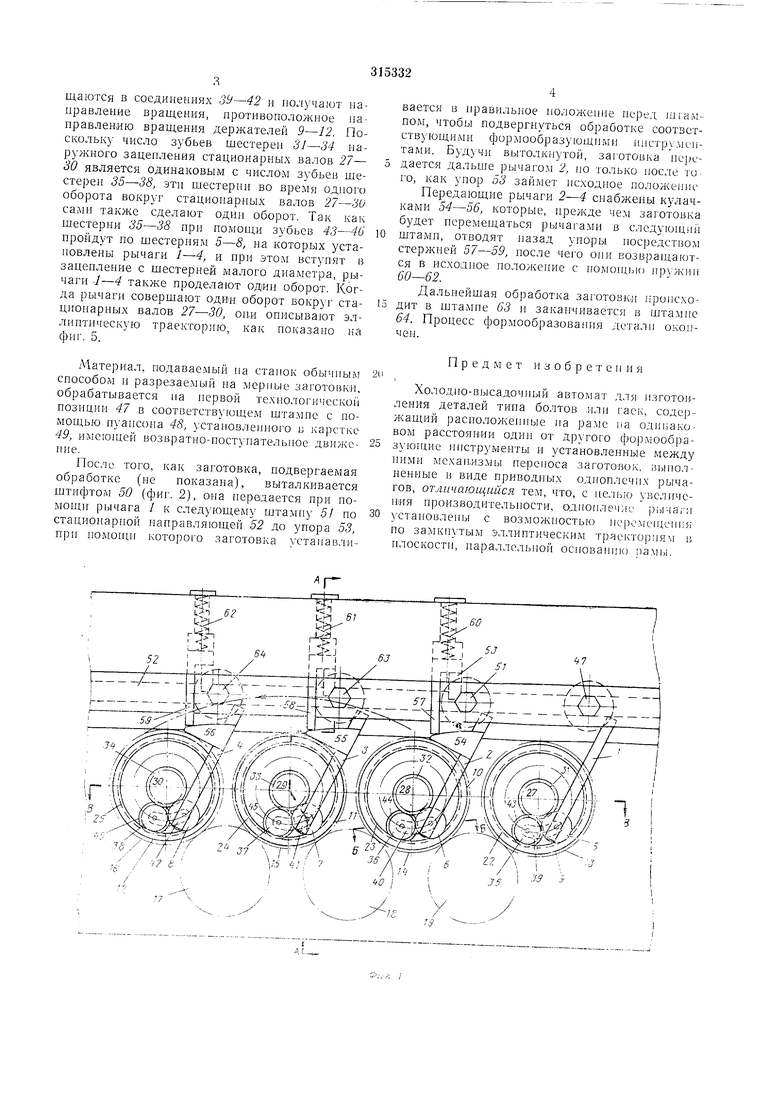
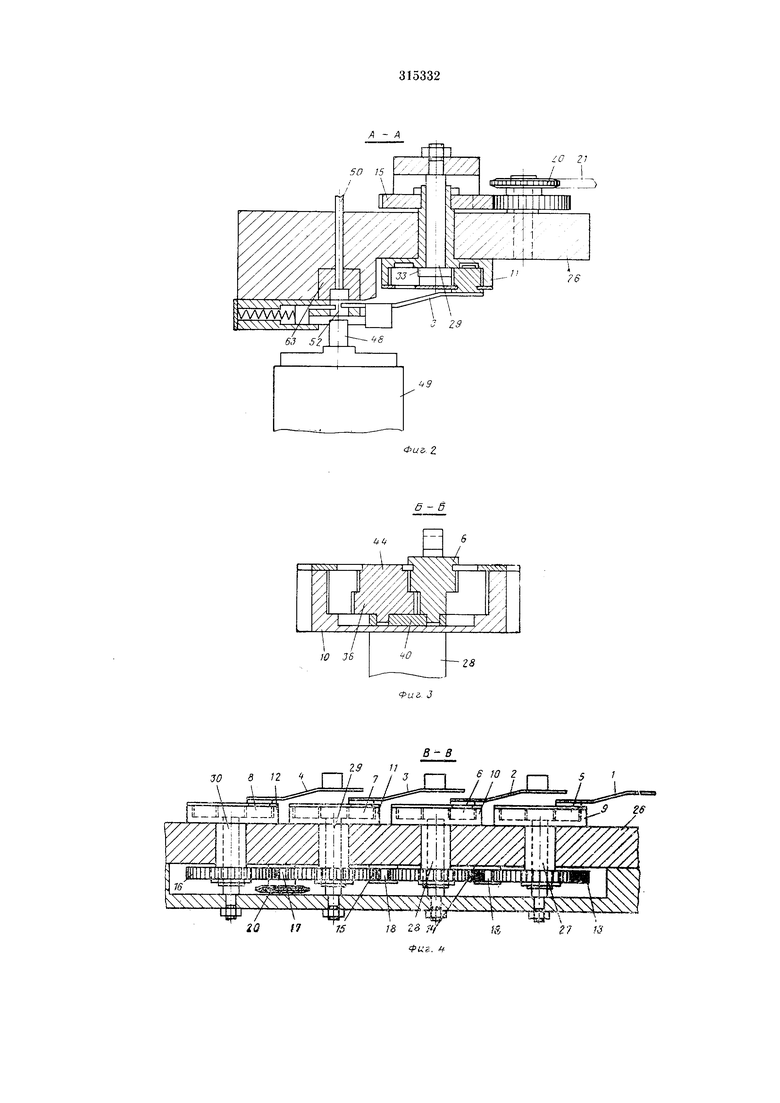
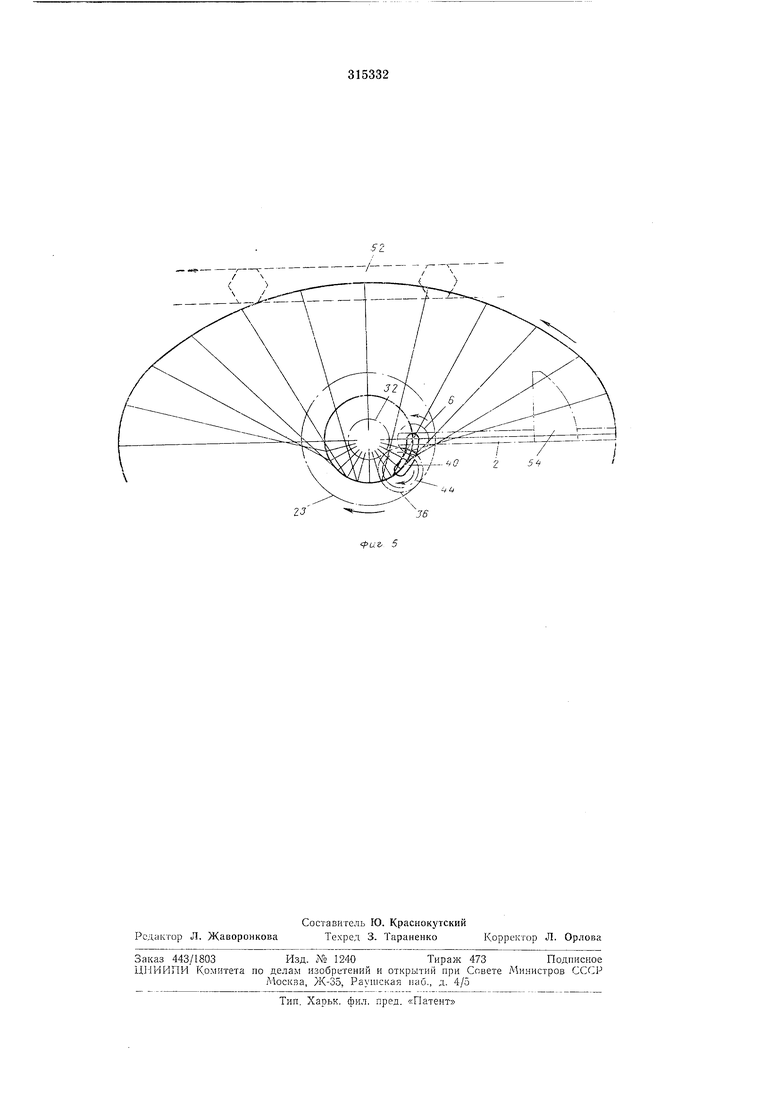
На фиг. 1 изображен механизм переноса заготовок, вид спереди; на фиг. 2 - то же, сечение по А-Л на фиг. 1 (поворот на 90°); на фиг. 3 - то же, сечение по Б-Б на фиг. 1; на ф,иг. 4 - то же, сечение по В-В на фиг. 1 (рычаги показаны в положенни персноса заготовок из одного штампа в .другой); на фиг. 5 - траектория рычага механизма нереноса заготовок.
тированных на шестернях 5-S. Эти шестерни установлены в держателях 9-12, которые нрнводятся от шестерен 13-16 и нромежуточных шестерен 17-19 при HOMOHUI
звездочки 20 и цепи 2J (фиг. 2). Держатели 9-12 имеют шестерни 22-25 внутреннего зацепления и вращаются на опорной раме 2i, они также могут вращаться вокруг стационарных валов 27-30. Концы этих валов и.аходятся на одной оси с дерл ателями 9-12 ;; имеют шестерни 31:::: наружного заценления. Промежуточные шестерни 35-38 взаимодействуют с щестернями 31-34 нарулсного зацепления, а также с шестернями 22-25
внутреннего зацепления держателей 9-12. Шестерни 35-38 вращаются в соединениях 39-42.
При вращении дерлсателей 9-12 шестерен 13-16 и 17-19 шестерни 55-38 вместе с соединениями 39-42 нроводятся по окружности, образованной шестернями 22-25 внутреннего зацепления и шестернями 31-34 наружного зацепления, и нм также передается вран1.ательное движение, направление которого будет одинаковым с направлением дерл-сателей 9-12. При вращении Н1естерен 22-25 и 31-34 шестерни 35-38, которые имеют зубья 43-46 на меньшем диаметре, приводят шестерни 5-S, на которых установлены рычаги 1-4. Шестерни 5-8 вра,я
щаются в соединениях ЗУ-42 и получают направление вращения, противоноложпое паправлению вращения держателей 9-12. Поскольку число зубьев щестерен 31-34 наружного зацепления стационарных валов 27- 30 является одинаковым с числом зубьев щестерен 35-38, эти шестерни во время одного оборота вокруг стационарных валов 27-30 caiMH также сделают один оборот. Так как шестерни 35-38 при помощи зубьев 43-46 пройдут по шестерням 5-8, на которых установлены рычаги J-4, и при этом вступят в зацепление с шестерней малого диаметра, рычаги J-4 также проделают один оборот. Когда рычаги совершают один оборот вокруг стационарных валов 27-30, они описывают эллиптическую траекторию, как ноказано на фиг. 5.
Материал, иодаваемый на станок обычным способом и разрезаемый на мерные заготовки, обрабатывается на иервой технологической позиции 47 в соответствующем шта.мпе с помощью пуансона 48, установленного Б каретке 49, возвратно-поступательное движсние.
После того, как заготовка, подвергаемая обработке (не показана), выталкивается щтифтом 50 (фиг. 2), она иерадается при помощи рычага У к следующему штампу 5 но стационарной направляющей 52 до упора 53, прн ПОМОН1Н KOTOpoio заготовка устанавливается в правильное ноложенне неред щгампом, чтобы подвергнуться обработке соответствующими формообразующими ннстру.ментами. Будучи вытолкнутой, заготов1 а не)одается дальгие рычаго.м 2, но только после того, как упор 53 займет исходное положелио
Передающие рычаги 2-4 снабжены кулачками 54-56, которые, прежде чем заготовка будет перемещаться рыча1-амп в следующ.чй щтамн, отводят назад уноры гюсредством стержней 57-59, носле чего они возвращаются в исходное положение с номонл ю пружин 60-62.
Дальнейщая обработка заготовки пронс.ходит в штампе 63 п заканчивается в штампе 64. Процесс формообразова1Н1я детали окончен.
Предмет изобретен и я
Холодно-высадочный автомат для изгото ления деталей типа болтов .или гаек, содержащий расположенные па ра.ме на од1п;аковом расстоянии один от другого формооб|)азу опдие инструменты и установленные между пимн ме.хан,измы переноса заготовок, аынолценные в виде приводиых одноплечих рычагов, отличающийся тем, что, с целью увелпчешия нроизводительиости, одн01кпечие ))ьГ1а,н установлены с возможностью нерс.мещсн1-;я по замкнутым эллиптическим тряекто|3 1ям в плоскости, параллельной основанию рамы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для высадки | 1974 |
|
SU512845A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Устройство для механической обработки деталей преимущественно пустотелых | 1983 |
|
SU1356953A3 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Устройство для раскатки дисков | 1976 |
|
SU647045A1 |
| Узел крепления штамповочного инструмента | 1990 |
|
SU1803338A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| РОТОРНЫЙ ГВОЗДИЛЬНЫЙ АВТОМАТ | 1996 |
|
RU2117545C1 |
;СлМууу/р
vXXXXXt 1,1 41-А JO S г 2Q
3 29
28 17
