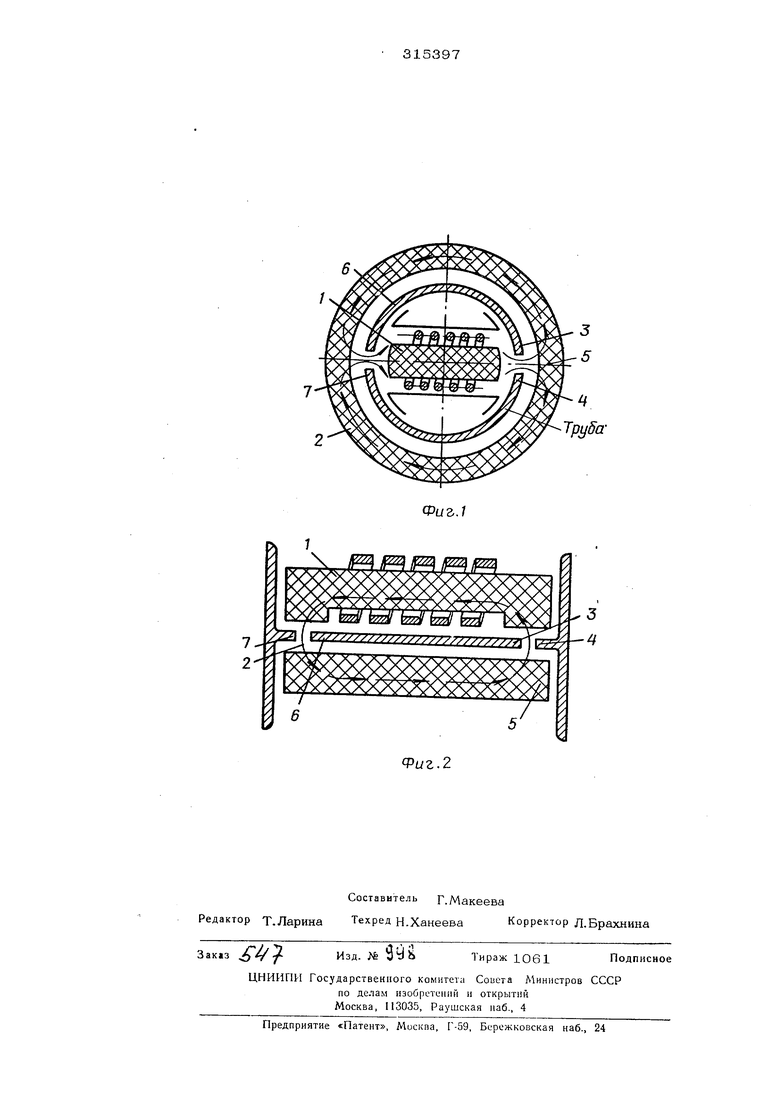
(54) СПОСОБ ИНДУКЦИОННОГО НАГРЕВА КРОМОК j Изобретение относится к области высокочастотной сварки и может быть применено в случае, когда необходимо одновременно сваривать два симметрично расположенных щва, например, при производстве дву.хшовных труб, при сварке двутавровых балок из трех элементов и т.д. Известен способ индукционного нагрева кромок при высокочастотной шовно-. стыкрвой сварке путем создания высокочастотного магнитного поля в зазоре меж ду Сходящимися-свариваемыми кромками. Индукторы, создающие такое поле, имеют магнитопровод, расположенный вдоль сходящихся кромок, обмотку, охватьшающую магнитопровод, и экран, уменьшающий потоки рассеяния. При нагреве кромок такими индукторами магнитное поле проходит через зазор между кромками дважды. Для CBapiai изделий с двумя швами такой же способ нагрева может применяться с использованием либо двух индукторов, либо одного объединенного, но в то же время конструктивна усложненно го. ПОД СВАРКУ Предлагаемый способ нагрева двух - одновременно свариваемых шврв состоит в том, что магнитный поток, создаваемый одним индуктором, последовательно проходит через оба зазора и таким образом нагревает свариваемые кромки. На фиг. $ изображена схема расположения индукционных устройств для осуществления предлагаемого способа при сварке двухшовной трубы; на фиг. 2 то же, при сварке двутавров. Индуктируемый индуктором 1 магнитный поток 2 проходит последовательно через первый зазор, нагревая свариваемые кромки 3 и 4 через легнитный сердечник 5, затем через второй зазор, над ревая кромки 6 и 7, и замыкается в индукторе 1. При осуществлении описываемого -... способа упрощается и уменьшается магш(топровод, уменьшаются потери в нем, увеличивается свободное место для расположения необходимых механизмов как внутри изделия.,так и за его пpeдeлa ш., I
Д р е д м е т и з о 6 р е тени
Способ индукционного нагрева кромок гшд сварку двух одновременно свариваемых, продольных швов листовых или про({вшьных изделий путем создания в зазоре между j нагреваемыми кромк)ами в зоне их соеди- ;
нения высокочастотного магнитного пото- i ка, отличающийся тем, что, с целью повышения стабильности процесса сварки, магнитный поток пропускают последовательно через зазоры между нагреваемыми кромками обоих швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Индуктор для высокочастотной сварки | 1975 |
|
SU837674A1 |
| Устройство для измерения полезной мощности индуктора | 1978 |
|
SU781706A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1969 |
|
SU234562A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU912445A1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| ИНДУКТОР ДЛЯ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ | 1968 |
|
SU206754A1 |
7- 2