Изобретение применяется для шлифования профильных внутренних и наружных поверхностей блоком абразивных iKpyroB, профиль периферии которых формируется и поддерживается в процессе работы по заданным размерам блоком правящих профильных алмазных роликов.
По основному авт. св. № 240488 известен внутришлифовальный станок, снабженный приводной правящей шпиндельной головкой с блоком профильных алмазных роликов, при помощи которых формируют и поддерживают в процессе работы по заданным размерам профили блока абразивных кругов, смонтированных на приводной рабочей шпиндельной головке.
Недостаток известного станка заключается в том, что правящая шпиндельная головка смонтирована неподвижно на станине станка, вследствие чего для выполнения правки блок абразивных кругов леремещают к правящему устройству, а после выполнения правки возвращают в исходное положение и устанавливают в требуемое положение относительно профиля изделия.
Цель изобретения - повышение точности станка. Это достигается тем, что правящая шпиндельная головка с блоком профильных алмазных роликов смонтирована на столе станка, а профили алмазных роликов и абразивных кругов постоянно согласованы друг с другом.
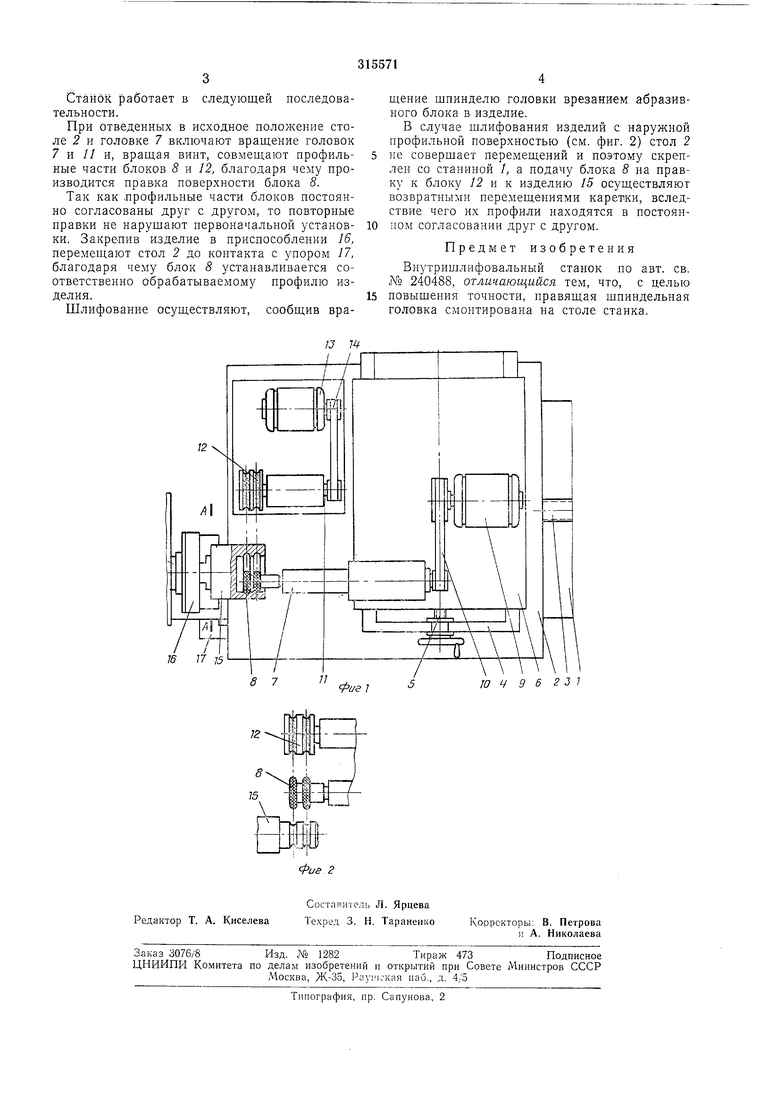
На фиг. 1 изображен предлагаемый станок, вид в плане; на фиг. 2 - схема взаимного расположения рабочих органов и изделия при наружном шлифовании.
В направляющих станины 1 помещен стол 2, перемещаемый вдоль направляющих винтом 3. На столе смонтированы салазки 4 с
.перемещающейся по ним от винта 5 кареткой 6, на которой закреплены рабочая шпиндельная головка 7 с блоко.м 8 профильных абразивных кругов и двигатель 9, вращающий шпиндель головки 7 через передачу 10. Параллельно шпинделю головки 7 на столе 2 установлена правящая шпиндельная головка // с блоком 12 профильных алмазных роликов, шпиндель которой приводится во вращение двигателем 13 через передачу J4.
Изделие 15 закрепляется в приспособлении J6, имеющем базовую плоскость Л-А, по отношению к которой установлен упор 17. При этом блоки 8 и 12 установлены так, что
профили их рабочих поверхностей согласованы друг с другом в направлении перемещения каретки 6, а упор 17 смонтирован таким образом, что обрабатываемый профиль изделия при его установке в приспособлении сов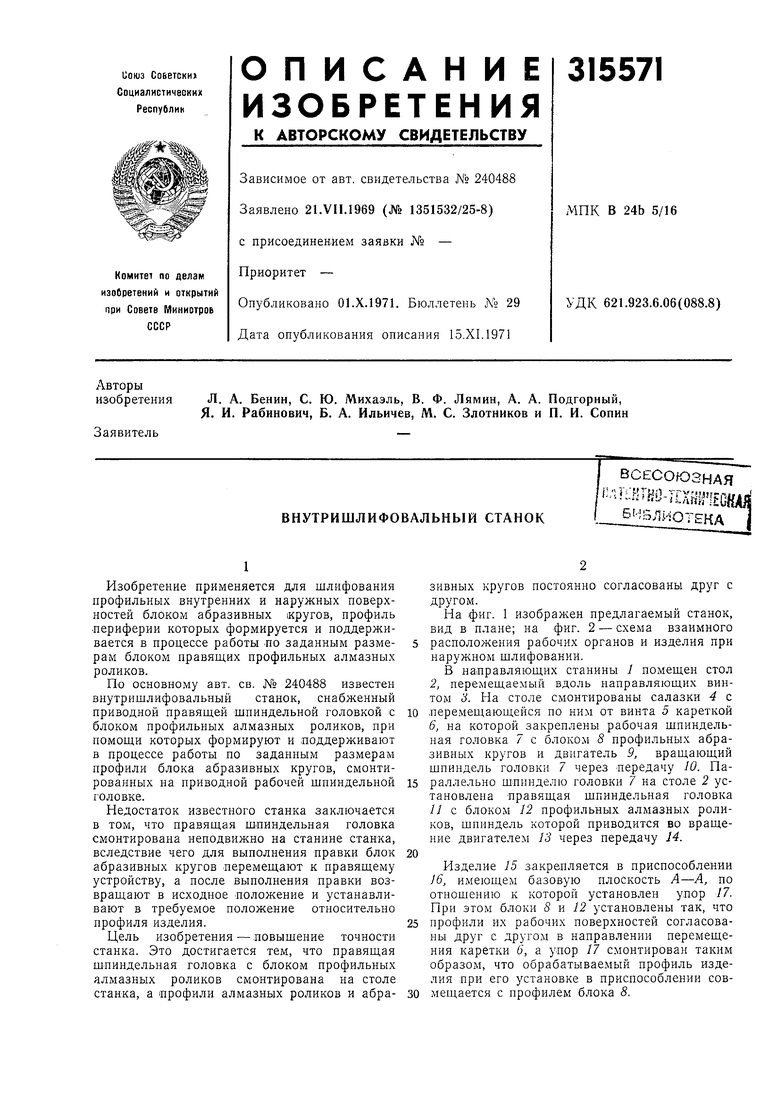
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЬ[Х ИЗДЕЛИЙ | 1969 |
|
SU240488A1 |
| Профилешлифовальный станок | 1976 |
|
SU1030142A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| Устройство для шлифования криволинейных поверхностей | 1971 |
|
SU500037A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| СТАНОК ДЛЯ ПРАВКИ АЛМАЗНЫХ КРУГОВ | 1972 |
|
SU352751A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
