Изобретение относится к станко строению. Известен профилешлифовальный ста нок- для обработки деталей с симметричным профилем, содержащий установленные на станине две подвижные шлифовальные головки с горизонталь ными шпинделями и стол/ перемещающийся в направлении, перпендикулярном плоскости, в которой лежат оси шпинделей. В станке предусмотрено применение прибора правки с роликом, а также средств измерения детали Г11. Однако в связи .с большими величинами перемещений детали и прибора правки в зону между кругами, про изводительность известного станка недостаточно высока. Цель изобретения - повышение пр изводительности за счет сокращения времени цикла обработки. Эта цель достигается за счет то го, что станок снабжен расположенной на станине кареткой, подвижной в направлении, параллельном осям шпинделей шлифовальных головок, и механизмом фиксации каретки в рабо чем положении, причем прибор правк установлен на каретке, а измерительный прибор выполнен в виде сие темы активного контроля с измерительной скобой, закрепленной непод вижно на станине в крайней зоне пе ремещения стола. На фиг.1 показан предлагаемый с нок, общий вид; на фиг.2 - разрез А-А на фиг.1. На станине 1 установлены две шл фовальные головки 2 и 3. На столе закреплено приспособление с обраба ваемым изделием 5. Алмазный правящ ролик 6 установлен на каретке 7, уп равляемой силовым цилиндром 8. Величина 6 (фиг.2) - расстояние, на которое перемещается алмазный ролик б при установке в рабочую позицию между кругами головок 2 и 3. В этой позиции каретка 7 прижата к жесткому упору 9 и затянута клином управляемым, например, гидроцилиндром (не показан) . Измерительный при бор 11 выполнен в виде системы активного контроля, измерительная ско ба 12 которой своими наконечниками 13 и 14 контактирует с обрабатываемой поверхностью изделия 5. Станок работает в полуавтоматическом цикле. При включении станка стол 4 с закрепленным в приспособлении изделием 5 начинает совершать возвратно-поступательное движение в вертикальном направлении. перемещая изделие 5 между шлифовальными кругами головок 2 и-3. Каретка 7 с алмазным роликом 6 находится в отведенном положенир. Головки 2 и 3 ускоренно сближаются, а затем продолжают врезание в Обрабатываемое изделие 5 в черном режиме. При каждом ходе стола 4 вверх замок обрабатываемой лопатки входит в зону измерительных наконечников 13 и 14 прибора 11. . После снятия чернового припуска шлифовальные головки 2 и 3 расходятся, каретка 7 с алмазным роликом б перемещается в рабочую позицию и фиг сируется на жестком упоре 9. Шлифовальные головки 2 и 3 быстро подводятся к ролику, а затем начинают сближение в режиме подачи при правке. Осуществляется профильная правка кругов. По окончании правки головки 2 и 3 расходятся, каретка 7 отводится, стол 4 с изделием 5 совершает возвратно-поступательное движение, головки 2 и 3 сначала быстро сближаются, а затем начинают подаваться ка изделие 5 в режиме чистового шлифования. Окончание шлифования определяется измерительным, прибором 11. По окончании цикла обработки головки быстро расходятся, и стол 4 перемещается в позицию разгрузки. В связи с тем, что алмазный ролик установлен на независимой от стола с изделием каретке, размеры и масса стола могут быть минимальными и скорости перемещения стола при шлифовании и выхода в позицию загрузки выгрузки, соответственно, увеличены. Ломимо этого, незначительный путь,перемещения алмазного ролика из нерабочей позиции (при шлифовании) в рабочую для правки кругов, равный ширине круга, требует значительно меньше времени на вспомогательные операции ввода и вывода алмазного ролика. Благодаря этим обстоятельствам, а также дополнительному зажиму каретки с алмазным роликом, увеличиающим жесткость системы станок лифовальные круги - алмазный роик , режимы правки могут быть повыены, что в итоге увеличивает произодительность предлагаемого станка ри, соблюдении высокой точности. Отвод алмазного ролика паралельно осям шлифовальных кругов ислючает опасность случайных контак-ов алмазного ролика с шлифовальны и кругами, что значительно повыша т надежность работы.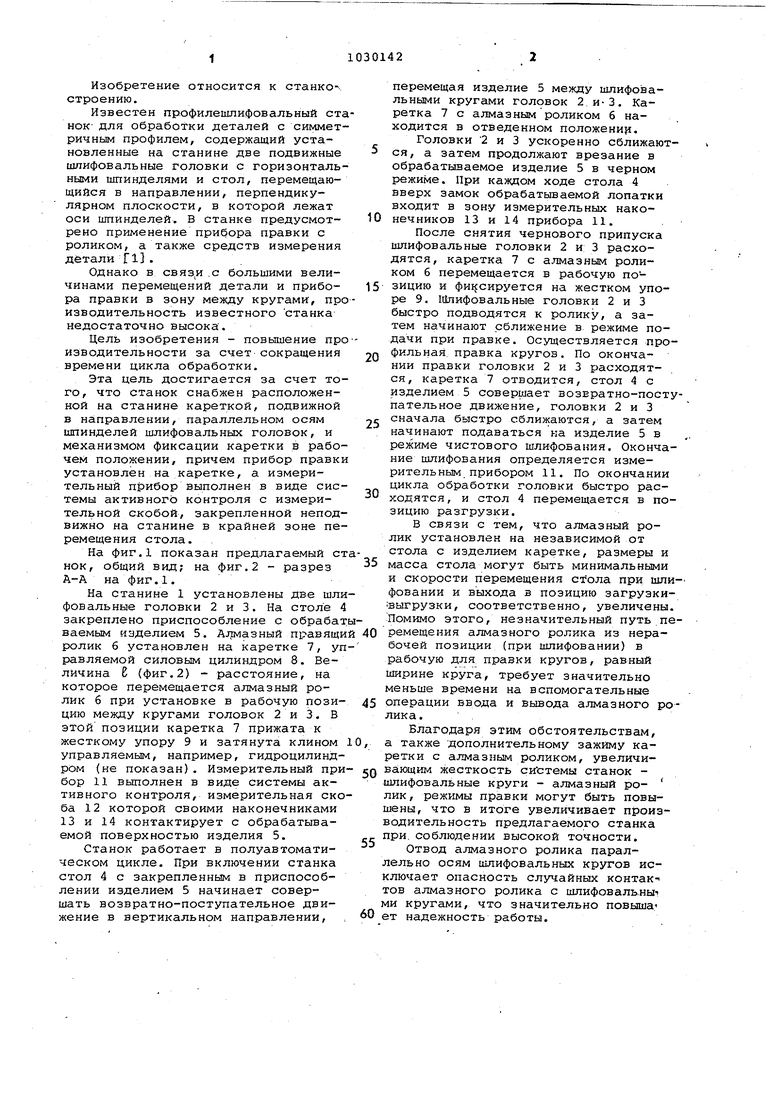
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ РОТОРА, СОДЕРЖАЩИЙ ВРАЩАЮЩУЮСЯ ГОЛОВКУ С ДВУМЯ ШЛИФОВАЛЬНЫМИ КРУГАМИ | 2003 |
|
RU2301736C2 |
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
| Многоцелевой станок | 1985 |
|
SU1296357A1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
ПРОФИЛЕШЛИФОВАЛЬНЫЙ СТАНОК для обработки деталей с сшдалетричным профилем, содержащий установленные на станине две подвижные шлифовальные головки с горизонтальными шпивделями, стол подвижный в направлении, перпендикулярном к плоскости, в которой лежат оси шпинделей, прибор правки с правящим роликом и измерительный прцбор, отличающийся тем, что, с целью повышения производительности эа счет сокращения времени цикла обработки, он снабжен расположенной на станине кареткой, подвижной в направлений, параллельном осям шпинделей шлифовальных головок, и механизмом фиксации каретки в рабочем положении, причем прибор правки установлен на каретке, а измерительный прибор выполнен в виде системы активного контроля с измерительной скобой, закрепленной неподвижно на станине в крайней зоне перемещения стола. (П
| : Mashinery , 88822, Т-44, 1969, с | |||
| Регистратор для дел | 1925 |
|
SU690A1 |
