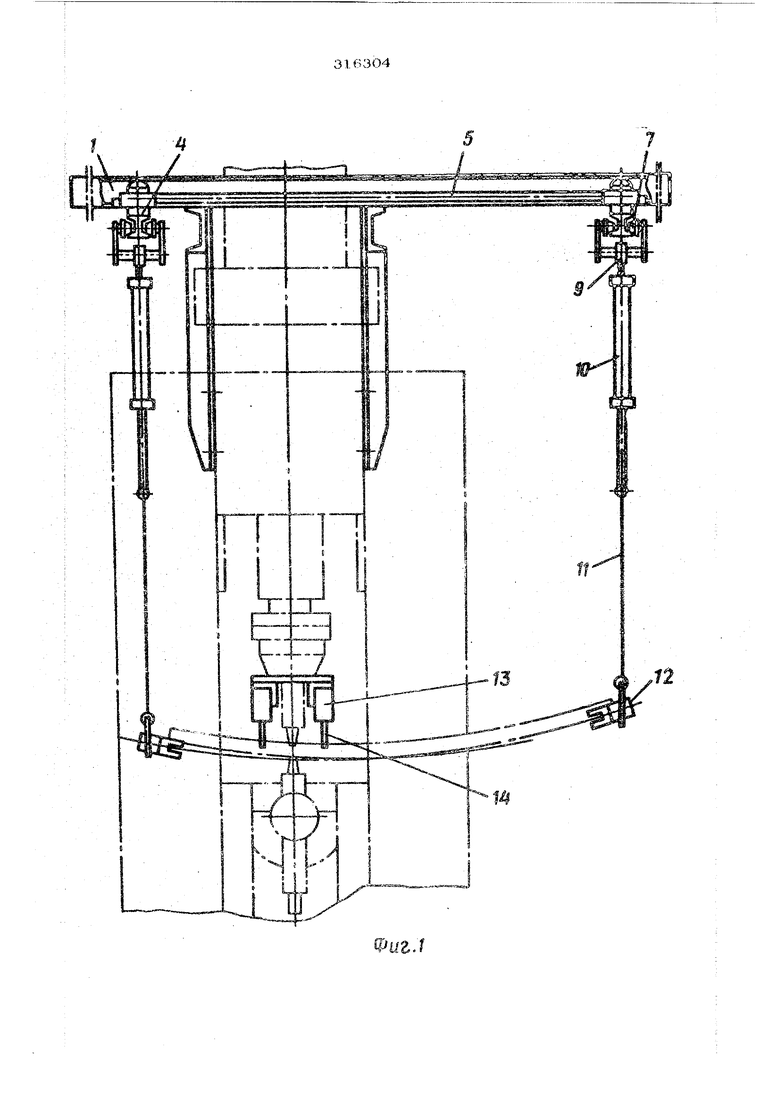
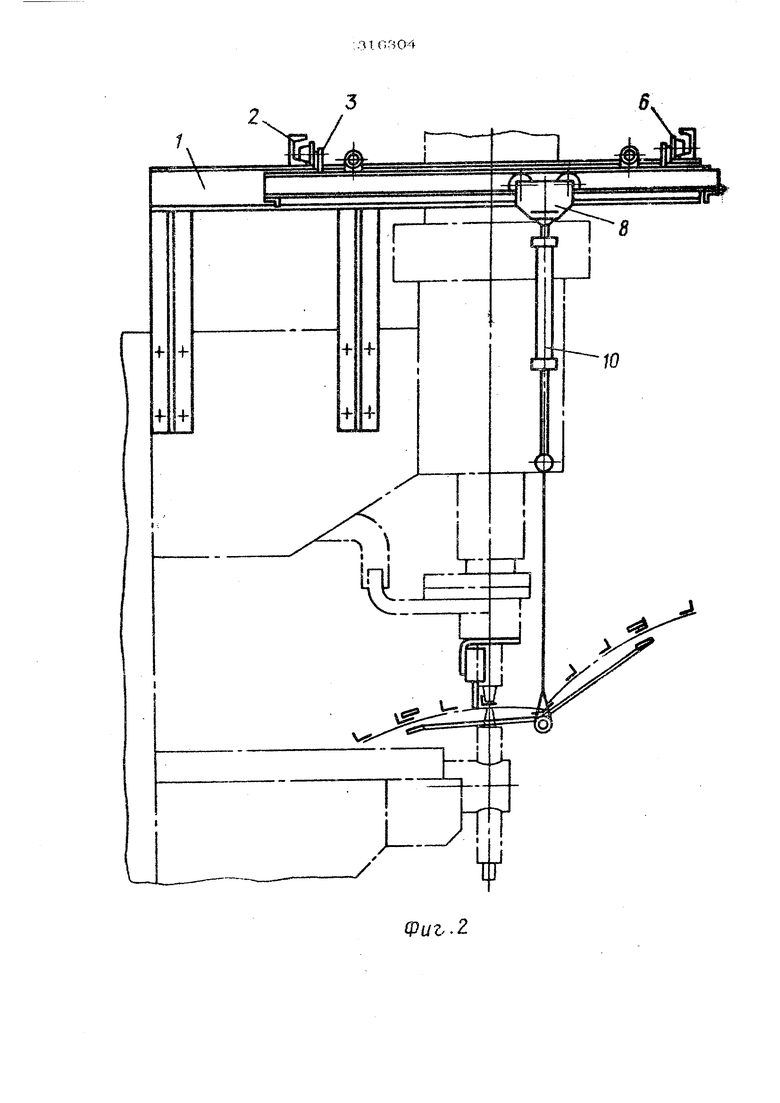
Изобретение относится к области производства св&риых. н клеесварных соединений 18 авиааиойной промышленности и в других {отраслях машиностроения. предназна|чено для выравнивания панелей двойной кри |визвы при кх сварке на стационарных сва{рочных машинах. Известно устройство для выравнивания панелей двойной кривизны, содержащее раму |смо1ггврованн 1е па реме ложементы и ме|ханиз « для перемещения ложекдантов в вер- {тнкальйой плоскости, выполненный в виде I исполнительных гидрош1линдров, управляе мых находящимися в постоянном контакте I с панелью щупами следящих систем, уста|вовпенньши на верхнем подвижном электро;де.сварочной машины. Однако большая масса устройства и жест Iкость крепления все.х узлов при перемещени |создбетт больгиие инерционные силы, ограннчиваюоте скорость перемещения панели. |В резулы-а- е снижается эффективность при|менения выравнивающих устройств на свар эчньи машинах. Цель изобретения - повышение пронзво|дительности и снижение веса устройства. Для этого устройство выполнено в виде |двух подвесных ложементов, каждый из ко|торых с помощью гибкого элемента прикреп лен к штоку исполнительного гидроцилиндра, шарнирно закрепленного на тележке, установленной на раме с возможностью 1юр)еме- щения в двух взаимно перпендикулярных направлениях в горизонтальной плоскости, причем ось симметрии двух ложементов смещена относительно плоскости, проходящей через оси щупов следящих систем, и совмещена с центром тяжести выравниваемой па1нели. На фнг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - гидравлическая с,хе- ма следящего механизма выравнивания. Установка содержит раму 1, укреплев- ную на верхней части сварочной машины. На этой раме смонтировань продольные на правляющие 2, по которым перемещается ележха 3 продольного перемещения. .Она . остоит из двух поперечных янправляюших
4, скшэвияых между собой штангами б, и перемещается на четирех роликак 6, На каждой поперечной нвправл$иошей установлеав и первмеишетсв на четырех роликах 7 твфжха 8 поперечного перемешения. На ней (фИ помощи шаровой опоры 9 укреплен гидрофпниар Ю, ив выдвижном штоке которого находится гибкий элемент 11 (цвпЦ трос и т.д.), К последнему прикреплен ложемйнт 12, на который устанавливаетс:я
fiafteflb.
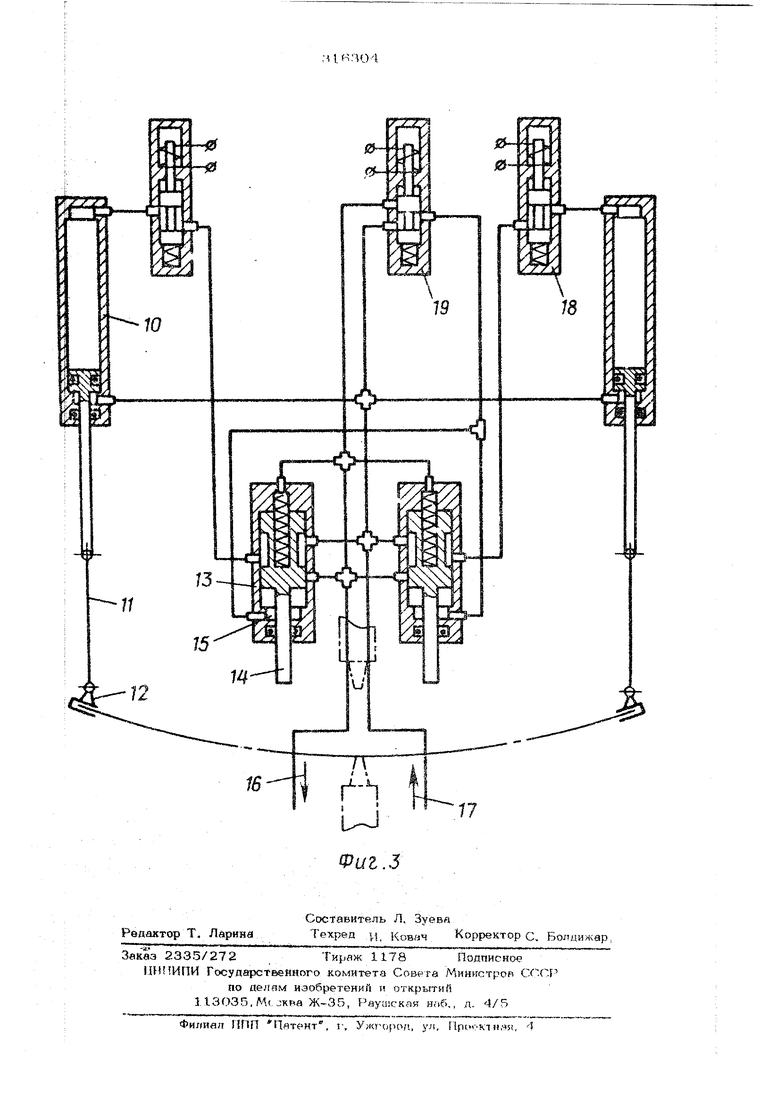
На верхнем подвижном электроде сварочной машины расположены два следяи их 1и|1розолотннка 13, которые тфи помоиш шу|пов 14, находящихся в постойнно} 4 аонтексте с панелью во время выравнивания, управляют перемещением штоков гидроципйнцров 10, Шупы 14 следящих гидроэолот 13 могут отводиться от панели при помоши гидроишшндров 15, встроенных в кфпус следящих гидрозолотников, СтрелKdft 16 обозначена линия слива, а линия вфсокого давления - стрелкой 17.
Гидравлика из линии давления поступает в,нижние; полости гидроцилиндров 1О (на
подъем) свободно, а в верхние полсюти (на опускание) - через следящие гидрозолотникй 13 и электрогидравлическне краны 18, Каждый гидроцилиндр управляется своим следящим гидрозолотником и электрогидрав лйческим краном. Электрогидравлические фаны 18 служат либо для подключения ги фиилиндров 10 к следяидам гидрозолотникам 13, либо для отключения их. Если фавы включены jro I гидроцилиндры подклюЧены к сп«аяшим , гидрозолотникам, если выключены, то гидроцилиндры отключены,
Электрогндравлический кран 19 служит, аля объединения гидроцилиндров 15 с лиаией слива или с пинией давления. Если
кран включен, то гидроцилиндры соединены с; линией давления и щупы 14 следящих гидрозолсутников убраны в корпус гидрозолотников, если крен выключен, то гидроцилиндры соединены с линией слива и шупы выдвинуты из корпуса гидрозолотников. Электрогидравлические краны 18 включают я и выключаются или от педали управлення сварочной машиной или от кнопочной станшш (на черт, не показана). Если пе даль управления не нажата,то электрогидравлмческие краны 18 включены (верхний электрод сварочной машины неподвижен и НАХОДИТСЯ в верхнем крайнем положении). Прн нажатин педали управления алектроБьншючить При помоиш кнопочной станции, то и вкшочить их можно только от нее,
Электрогидравлинеский кран 19 включается и выключается только от кнопочной станций II (яа черт, не показано). Кнопочные станции I и П имеют по две кнопки: Iкнопку включено и кнопку выкпючено ;.
На фиг. 3 изображена гидрав/шческая схема в исходном положении. Электрогидравлические краны 18 и 19 включены, н ложементы 12 находятся в нижнем коай- нем положении.
Установка работает следуюилим образом,
Панель закрепляют в ложементах 12, установленных возле сварочной машины. Тележки 8 переводят в правое крайнее йоложение и устанавливают над панелью. Ложементы с закрепленной в них панелью подвешивают на гибких элементах 11 на такую высоту, чтобы уровень панели бьш ниже уровня установки щупов 14 следящих гндрозопотникоЕ 13, Затем панель ввоаят взо-j
ну сварки нажимают книпку выключено киопочной станции 11, н щупы следящих гицрозолотников выдвигаются.
Так как , тупы следящих гндрозолотников в это время еще не касаются ианели, то гидравлика из линии давления поступает в нижнюю полость гидроцилиндров 1О, и штоки гидроцилиндров перемещаются вверх, вытесняя гидравлику из верхних полостей гидроиилиндров через краны 18 и следяище гидрозолотники 13 в линию слива, Происходит подъем панели. Поднимаясь, панель нажимает на щупы следящих гидрозолотннков, которые, перемещаясь, подают команды на гидроцилиндры 10, Происходит выравнивани участка панели в зоне установки сгедяшнх гндрозолотников.
Так как следяише гидрозолотники установлены вдоль свариваемого изделия, то панель автоматически выравнивается только в продольном направлении, В поперечном направлении панель выравнивается следуюишм образом. Рабочий вручную поворачивает панель вокру оси симметрии двух ложементов на требуемый угол. При этом повороте пааель воздействует на щупы следяшич гидрозолотников за счет того, что ось симметрии ложеме1{тов смешеиа относительно плоскости -STaHoBKH следящих гидрозо- лотников. Для облегчения усилия при этом повороте ось симметрии ложементов расположена так, чтобы она проходила примерно через центр тяжести панели.
гидрооилиндров с гибкими эле мента ми-11 Iвременно поднимаются или опускаются н устанавливают выравненную путем поворота :панепь по высоте. После того как панель {Привяла положение, необходимое для с&арки I нажимают педаль управления сварочной машиной. Электрогидравлическве краны 18 выключаются, н панель факсируется в выравненномположении, так Как верхние по|лости гищ оцилин;фов 10 отключены от лн|нии давления и линии слива.
После сварки выравненного участка панели электрод поднимается вверх, и проI исходит выравнивание следующего участка. Если кривизна панели небольшая, то . 1 выравнивание можно производить не для каждой сварочной точки, а для участка панели, включающего несколько сварниЬс то|Чек. В этом случае въфавнивание участка |панели ,;щюизводят для одной сварной точ{кя, как указано выше. Затем перед нажа|Тием педали управления необходамо нажать
кнопочной станции 1
кнопку вьйшючено |и кнопку включено кнопочной станшш.Ц.
{При этом панель фиксируется в вьф| енiHOM положении, а щупы 14 следящих .золотннков 13 убираются от панели.
По окончании сварки нажимают кнопку iвыключено кнопочной станции I-, : выводите я. из зоны сварки, шт гмротЛиндров. Ю, выдвигаясь, onycKaigr лавель «
IB нижнее крайнее положение, и ттенель с ложекентор 12.
Формула изобретения
Устройство для выравнивания панелей двой |ной кривизны при сбарке на стдпиомарных с&а-я |рочных машинах, содержащее рйкгу, смонтированные на раме ложементы и механизм
e для перемещения ложементов в вертикальной Плоскос1т, выполненный в виде исполнительньяс гидрронлиндров, управляемыгх находящимися в постоянном контакте с панелью щу пами следящих систем, установленными на
e верхяем подвижном электроде сварочной машины, от.личающееся тем, Что, с целью повышения производительности а снижения веса устройства, оно выполнено в виде двух подвесньк ложементов,
0 из которых с помошью гибкого элемента, например троса, прикреплен к штоку испол- нительного гндроцилиндра, шарнирно ленного на дележке, установленной на р«мв с возможностью перемещения в горизон6тальной плоскости во взаимно перпендкк лярных направлениях, причем ось симметрии двух ложементов смещена относительно плоскости, 1ДэокодящеЙ через оси щупов слвдяшшс систем, и совмешена с центром тиIжести выравниваемой панели.
Ф(/г..2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ВЫРАВНИВАНИЯ КРИВОЛИНЕЙНЫХ ПАНЕЛЕЙ НА КЛЕПАЛЬНОМ И СВАРОЧНОМ ОБОРУДОВАНИИ | 1991 |
|
RU2027574C1 |
| Машина для контактной сварки панелей | 1981 |
|
SU1009674A1 |
| УПРОЩЕННЫЙ АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2001 |
|
RU2208513C2 |
| Поддерживающее устройство к прессу | 1978 |
|
SU967658A1 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗАКОВ ИЗ ЛИСТОВОЙ СТАЛИ | 1969 |
|
SU257420A1 |
| Система автоматического управ-лЕНия СТупЕНчАТОй ТРАНСМиССиЕйТРАНСпОРТНыХ СРЕдСТВ | 1979 |
|
SU798395A1 |
| Система автоматического направления подбирающего рабочего органа на ленту льна | 1990 |
|
SU1755726A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1973 |
|
SU372046A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |