Известно устройство для калибровки оболочек нагревом, содержащее основание и коническую полую оправку, служащую для установки оболочки и изготовленную из материала, имеющего коэффициент линейного расширения больщий, чем коэффициент линейного расширения материала оболочки.
Цель изобретения - повысить качество калибровки.
Это достигается тем, что устройство снабжено смонтированными на основании оболочки поворотными башмаками, служащими опорой оболочки в процессе калибровки, а также равномерно расположенными по окружности внутри оправки осаживающими инструментами. Каждый из инструментов выполнен в виде стержня, связанного одним конусом с основанием и имеющего на другом конце упор, и установленных концентрично стержню между дном оправки и упором набора втулок, изготовленных из материала, имеющего коэффициент линейного расширения больший, чем коэффициент линейного расширения материала стержня. Кроме того, устройство снабжено сменными прокладками, установленными под оправкой на основании.
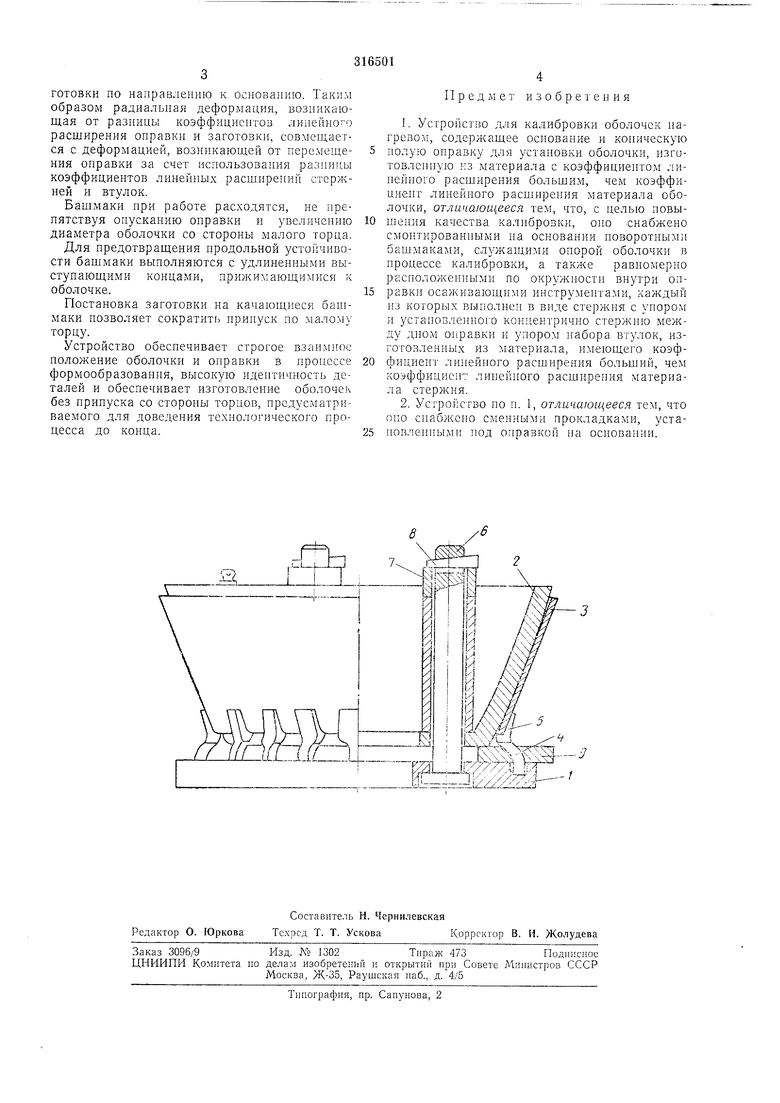
На чертеже схематично изображено описываемое устройство.
Оно содержит основание У, оправку 2, коническую оболочку 3, башмаки 4 с выступами 5, стержни 6, наборы втулок 7, упоры 8, а также сменные прокладки 9.
Коническая оболочка 3, подвергаемая операции формообразования, устанавливается на башмаки 4. Оправка 2, выполненная с заданным профилем двойной кривизны, устанавливается внутри оболочки 3. На равномерно расположенные по окружности стержни 6 надеваются втулки 7 до касания упора 8 и полного выбора зазора между оправкой и оболочкой, т. е. затяжкой исправляется эллиптичность оболочки.
В напряженном состоянии оболочка с оправкой нагревается. Так как онравка вынолняется из материала, имеющего высокий коэффициент линейного расширения, а оболочка- из материала с низким коэффициентом
линейного расширения, то оболочка при нагревании нодвергается радиальной деформации за счет разницы коэффициентов линейного расширения. Одновременно пакет, состоящий из стержня 6 и втулки 7, при нагреве осаживает оправку 2.
Нри нагреве втулки 7, расширяясь больше стержней, перемещают оправку вдоль от заготовки по направлению к основанию. Таки.м образом радиальная деформация, возникающая от разницы коэффициеитов линейного расширения онравки и заготовки, совмещается с деформацией, возникающей от перемещения оправки за счет использования разницы коэффициентов линейиых расширений стержией и втулок.
Башмаки ири работе расходятся, не пренятствуя опусканию оиравки и увеличению диаметра оболочки со стороны малого торца.
Для предотвращения продольной устойчивости башмаки выполняются с удлиненными выступающими концами, прижимающимися к оболочке.
Постановка заготовки на качающиеся башмаки позволяет сократить ирииуск по малому торцу.
Устройство обеспечивает строгое взаимное положение оболочки и оправки в процессе формообразоваиия, высокую идеитичиость деталей и обеспечивает изготовление оболочек без припуска со стороны торцов, предусматриваемого для доведения технологического процесса до конца.
Пред м е т изобретения
1.Устройство для калибровки оболочек нагревом, содержащее основание и коническую
иолую оправку для установки оболочки, изготовлепцую КЗ материала с коэффициентом липейиого расщирения больщим, чем коэффициент линейного расширения материала оболочки, отличаюш,ееся тем, что, с целью повышения качества калибровки, оно снабжено смонтированными на основании иоворотным; башмаками, служащими опорой оболочки в процессе калибровки, а также равиомерио расположенными по окружности внутри оправки осаживающими инструментами, каждый из которых выполнен в виде стержня с упором и установленного концентрично стержгио между дном оправки и упором набора втулок, изготовлеииых из материала, имеющего коэффициеит линейного расщирения больщий, чем коэффициент линейного расщнреиия .материала стержня.
2.Устройство по п. 1, отличающееся тем, что оно спабжено сменными прокладками, устацовленны.мн под оправкой па осиовапии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПРАВКИ ИЗДЕЛИЙ | 2003 |
|
RU2249630C2 |
| Устройство для термокалибровки деталей | 1977 |
|
SU703183A1 |
| УСТРОЙСТВО ДЛЯ ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 1969 |
|
SU247985A1 |
| Способ правки тонкостенных труби уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804074A1 |
| Устройство для калибровки концов труб | 1979 |
|
SU854495A2 |
| Способ изготовления оболочек сложной формы из композиционных материалов и устройство для его осуществления | 1984 |
|
SU1174281A1 |
| Термический пресс | 1981 |
|
SU996229A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| ПОЛОЕ ЗАМКНУТОЙ ФОРМЫ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ФУТЕРОВКА РЕАКТОРА ВАКУУМНОЙ ВЫСОКОТЕМПЕРАТУРНОЙ УСТАНОВКИ, СОДЕРЖАЩАЯ УКАЗАННОЕ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ | 2018 |
|
RU2711199C1 |
,7
-/
