Станок для наплавки цветного металла на наружные поверхности заготовок предназначен для изготовления поршней гидроцилиндра, применяемых в машиностроительной промышленности.
Известна установка для наплавки цветных металлов на поверхности поршней и штоков, смонтированная на базе токарно-винторезного станка. Предложенный станок отличается от известного тем, что для повышения производительности и качества наплавки при чередовании наплавляе.мых и пенаплавляемых поясков, механизм продольного перемещения заготовки содержит донолнительно механизм маршевого пере.мещения, выполненный в виде подвижного, кинематически связанного со шпинделем вала, на котором насажены пружина, демпфер и втулка с наружной поверхностью, имеющей упорные канавки с расстоянием между ними, равным ширине неиаплавляемого пояска, и взаимодействующая с подпружиненной защелкой, связанной с регулируемы.ми кулачками, сидящими на одной оси со шпинделем и резьбовой втулкой винтового механизма продольного перемещения загоговки.
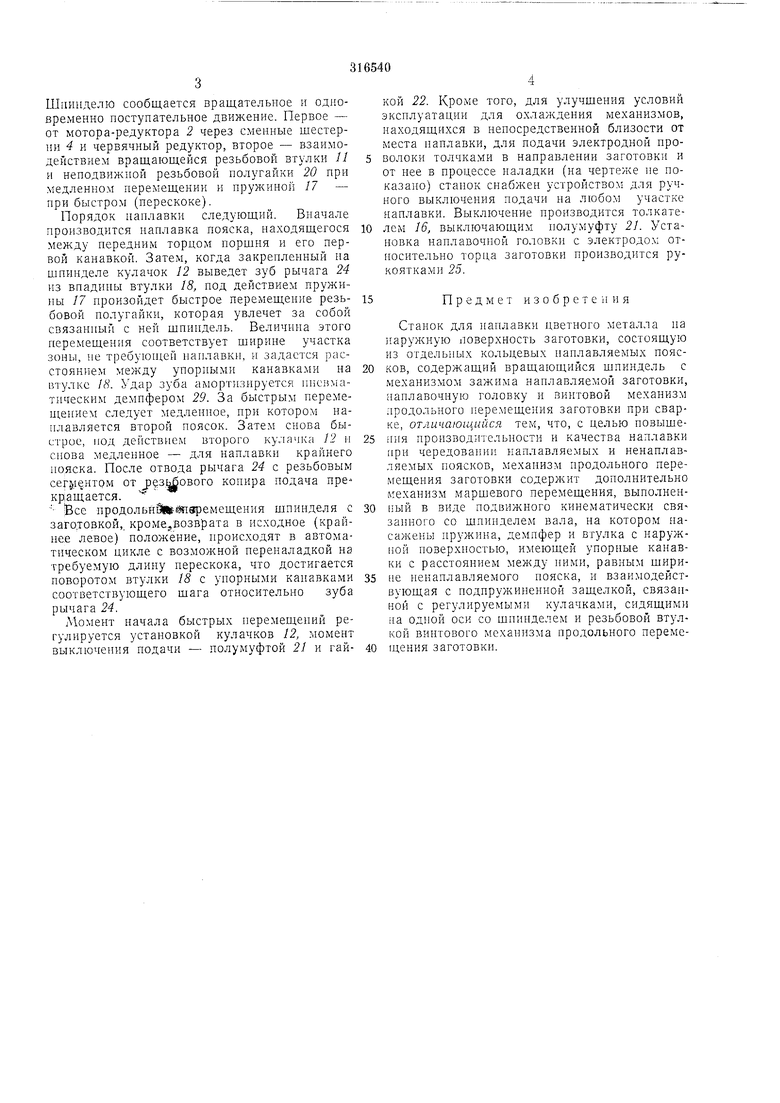
привод вращения (мотор-редуктор) 2, шпиндельная бабка 3, связанная с мотор-редуктором сменными шестернями 4, механизм 5 медленной и быстрой подачи и наплавочная вибродуговая головка 6. С целью уменьшения веса быстро перемещающихся узлов наплавочная головка в процессе наплавки остается неподвижной, а зажатая в шпинделе станка заготовка кроме вращения получает поступательное перемещение.
В нижней части станины размещены электроаппаратура 7 и узел охлал дения 8. На переднем конце шпинделя 9 закреплен узел W пневматического зажима заготовки, на заднем - резьбовая втулка //, кулачки 12 диск 13. На передней стенке станины находится рукоятка 14 для ручного возврата шпинделя в исходное положение и электрический пульт управления 15.
Механизм медленной и быстрой нодачи состоит из толкателя 16, пружины 17, втулки 18, рычага 19 с полугайкой 20, полумуфты 21 и гайки 22, посаженных на ось 23. Рычаг 24 установлен в отдельном кронштейне. Рукоятки 25 смонтированы на подставке наплавочной головки. Шпинделю сообщается вращательное и одновременно поступательное движение. Первое - от мотора-редуктора 2 через сменные шестерпн 4 и червячный редуктор, второе - взаимодействием вращающейся резьбовой втулки 11 и неподвижной резьбовой полугайки 20 при медленном перемещении и пружиной 17 - при быстром (перескоке). Порядок наплавки следующий. Вначале производится наплавка пояска, находящегося между передним торцом поршня и его первой канавкой. Затем, когда закрепленный на шпинделе кулачок 12 выведет зуб рычага 24 из впадины втулки 18, под действием пружины 17 произойдет быстрое перемещение резьбовой полугайки, которая увлечет за собой связанный с ней шпипдель. Величипа этого перемещения соответствует ширине участка зоны, не требуюн,ей наплавки, и задастся расстоянием между упорными канавками на втулке /1. Удар зуба амортизнруется пневматическим демпфером 29. За быстрым перемещением следует медленное, при котором наплавляется второй поясок. Затем снова быстрое, под действием второго кулачка 12 и снова медленное - для наплавки крайнего пояска. После отвода рычага 24 с резьбовым cerjrie.HTQM от j)3.0Boro копира подача прекращается. - Все продольнЭшвиаремещения щпинделя с заготовкой, кроме возврата в исходное (крайнее левое) положение, происходят в автоматическом цикле с возможной переналадкой на требуемую длину перескока, что достигается поворотом втулки 18 с упорными канавками соответствующего шага относительно зуба рычага 24. Момент начала быстрых перемещений регулируется установкой кулачков 12, момент выключения подачи - полумуфтой 21 и гайкой 22. Кроме того, для улучшения условий эксплуатации для охлаждения механизмов, находящихся в непосредственной близости от места наплавки, для подачи электродной нроволоки толчками в направлении заготовки и от нее в процессе наладки (на чертеже не показано) станок снабжен устройством для ручного выключения подачи на любом участке наплавки. Выключение производится толкателем 16, выключаюндим нолумуфту 21. Установка наплавочной головки с электродом относительно торца заготовки производится рукоятками 25. Предмет изобретения Станок для наплавки цветного металла на нарум ную поверхность заготовки, состоящую из отдельных кольцевых наплавляемых поясков, содержащий вращающийся шпиндель с механизмом зажима нанлавляемой заготовки, наплавочную головку и винтовой механизм продольного перемещения заготовки при сварке, отличающийся тем, что, с целью повышеПИЯ производительпости и качества наплавки при чередовании наплавляемых и ненаплавляемых поясков, механизм продольного перемещения заготовки содержит дополнительно механизм маршевого перемещения, выполненный в виде подвижного кинематически связанного со шпипделем вала, на котором насажены нружина, демпфер и втулка с наружной иоверхностью, имеющей упорные канавки с расстоянием между ними, равным ширине ненаплавляемого пояска, и взаи.модействующая с подпружиненной защелкой, связанной с регулируемыми кулачками, сидящими iia одной оси со шнинделем и резьбовой втулкой винтового механизма продольного перемепрения заготовки.
ВидА
.20 -19
.
;° ; i Z 22 J
Т да 5 Ij
---- 1
,
-i - i p--г r h
:- Tji%M,,
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| Устройство для наплавки | 1972 |
|
SU473578A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| Модульная система 3D-печати слоистыми композиционными металлами для станков с ЧПУ с функцией быстросменности и бесподналадочности наплавляемого материала | 2023 |
|
RU2807114C1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| Установка для электродуговой наплавки | 1989 |
|
SU1646736A1 |

