Извест)1а машина для сварки трением двух крайних вращающихся деталей со средней неподвижной деталью, преимущественно заготовок «ардавдюго вала, содержащая два щнинделя с зажимами для вращающихся деталей, имеющие приводы осевого перемещения вращения, и расположенную между ними стоИку с зажимом для невращающейся детали.
Предложенная мащина позволяет повысить точность и качество сварки благодаря тому, что стойка устаНовлена с возможностью осевого перемещения и снабжена унорами для ее фиксации в процессе нагрева деталей, Привод сращения БЫНОЛ Ю-Н общим для обоих ЩПИНделей, а нриводы «х осевого перемещения Снабжены общей реечной .передачей.
Изобретение .поясняется чертежом.
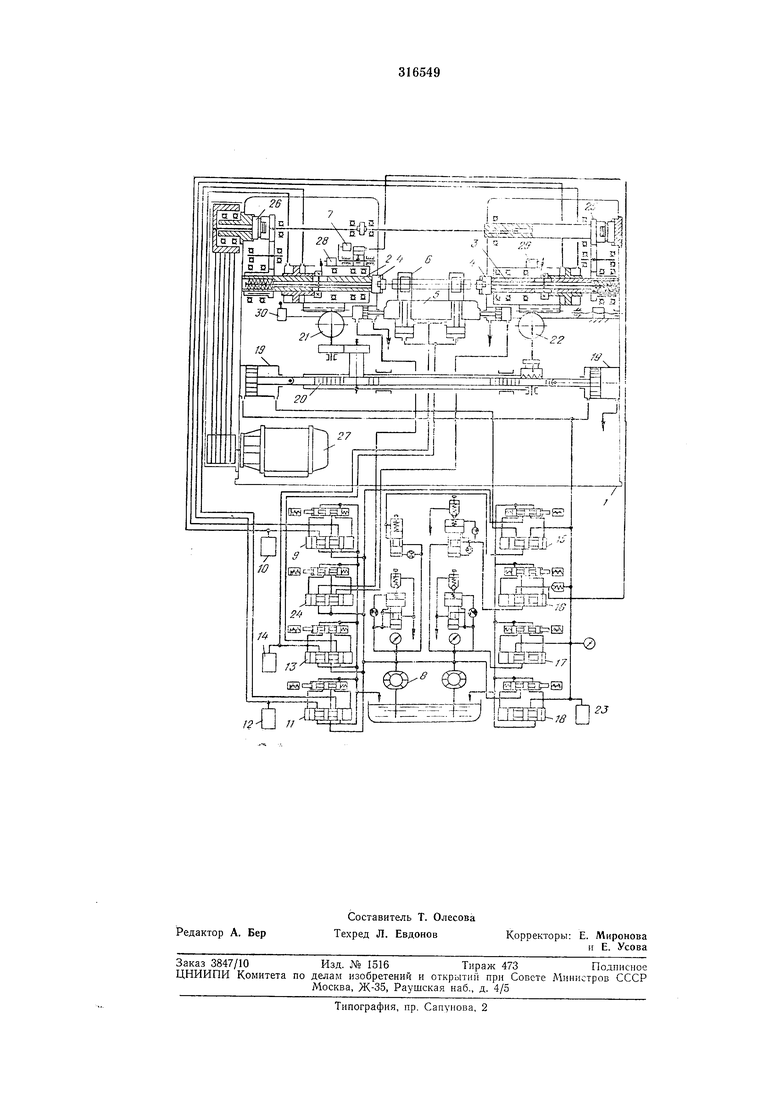
Мащина для сварки трением заготовок ,кардащных валов состоит из следующих основных узлов: станины У, левого 2 и правого 3 щпинделей, в зажимах 4 .которых крепятся детали ;ка1рдан«ого вала, стойки 5 с зажимами 6 для средней детали механизма контроля осадки 7 и гидростаНции 8.
Работает мащина следующим образом.
тывают гидрозолотник 9 и реле давления W.
В зажим 4 левого шпинделя 2 уста1 авливается другая вилача карданного вала. Пропзводится зажпм детали (кнопкой на пульте управлепия). При этом срабатывает гидрозолотник /) п реле давления 12. Па призмы зажимов 6 стойки 5 устанавливается труба карданного вала. Нажи.мается кнопка «Работа на пульте управления. Происходит зажпм трубы. При этом срабатывает гидрозо.юти.к / и реле давлеНИя J.
При налпчИ.н команд от всех трех реле давления включаются гпдрозолотники 15-18. Масло от гидрозолотника 15 поступает в рабочие .полости силовых гидроцплиндров /У привода осевого перемещения щппнделей, которые соединены рейкой 20. Рейка через шестеренчатые передачи 21 и 22 перемещает одновременно оба шпинделя навстречу друг другу.
В это время стойка 5 с зaжпмa iп 6 и зажатой в них трубой находится в свободпо.м (плавающем) состоянии. После соприкосновения торцов всех трех деталей кардап ного вал срабатывает реле давления 23, которое дает команду на включение гидрозолотника 24, в результате чего стойка 6 жестко фиксируется гидроупорами, на отключеНИе гидрозолотпика 18 для снятия осевого давле)пя, па выключенне тормозной 25 и включение приводной 26
электромагнитных муфт и ina включение реле времени. Происходит :разго-н шпииделей е закреплеиныМИ крайними деталями с чюмощыо общего привода вращения 27. Через опреде;ЕС1П ЫЙ нромежутО|К времени срабатывает реле Времеии, которое отключает гидрозолотпиК 16 и вновь включает гидрозололник 18.
Разогрев обоих свариваемых сты.ков иронсходит одновременно под определенным давлеатаем. Величина давления нагреве усгаиавл ивается в зависимости от сечения свариваемой трубы из расчета не менее 4 кг/мм. При отключении гидрозолотника 16 срабатывает гидроцнлиндр захвата штыря индикатора механизма контроля осадкн 7. Начинается отсчет величины осадкн. По достижении задапiioTi величиНЫ осадки дается команда на отключение гидрозолотников 24 и 17, нрнводной электромагнитной муфты 26 и на Зключеи;1е тормозной муфты 25. Пронсходит расфиксацня стойки 6, остап-ювка вращення нигннделей и подача давления проков,ки (из расчета не меное 8 кг/мм). Однонре-менно включается выдержка времени прокоБ,кн на реле времсНн. При Срабатывании последнего отключаются гидрозолотнвки 9, 11 и 18. Пронсходит снятие осевого да-влення И разжим обеих крайпих деталей. При рззжимс цегалей срабатывают конечные выключатели 28 и 29, которые отключают гидрозолотник 17. Масло поступает в другие полости силовых гндроцилиНдров 19, происходит отвод шиинделей. Левый шниндель 2 в конце своего хода нажимает на конечный выключатель 30, который отключает гидрозолотннк 13. Пронеходит разжим трубы. Сваренный Кардаи)1ый вал снимаетея с мащииы.
Предмет изобретения
Машина д.тя сварки rpeniieM двух крайних зращающихся деталей со средней «еподвнжной деталью, преимущественно заготово.к карданного вала, содержащая два шпинделя с зажимами для вращающихся деталей, нмеющие нрийоды ocesoro неремещення и вращения и расположенную между ними сгойку С зажнмом для невран 1,ающейся детали, отличающаяся тем, ЧТО, с целью повыщення точности и качества сварки, стойка установлена с возможностью осевого перемещения и снабжена упорами для ее фиксации з ироцессе нагрева
деталей, нривод вращення вьтолнен общим для обоих шп-инделей, е Пр иподы их осевого неремещег ия снабжены общей реечной Нередачей.
ШйСШЗРда
,Ш 111Лр4зО
j /,
2J
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Механический ключ к токарному патрону | 1984 |
|
SU1181782A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ | 1970 |
|
SU267315A1 |
| МНОГОМЕСТНОЕ ПРИСПОСОБЛЕНИЕ-СПУТНИК | 1965 |
|
SU174501A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Шпиндельная головка для одновре-МЕННОй ОбРАбОТКи КОНцОВ ВАлОВ | 1979 |
|
SU831381A1 |
| Самоцентрирующий электромеханический патрон | 1974 |
|
SU512005A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРИВОД МЕХАНИЗИРОВАННОГО ТОКАРНОГО ПАТРОНА | 1967 |
|
SU201877A1 |
| Станок для притирки сопрягаемых деталей машин, доводки отверстий | 1960 |
|
SU138502A1 |
| УСТРОЙСТВО для КОНТРОЛЯ НАГРУЗКИ НА ИНСТРУМЕНТ ПРИ ГЛУБОКОМ СВЕРЛЕНИИ | 1973 |
|
SU385680A1 |