Изобретение относится к электротехнике, а именно к кабельной тех-, нике, в частности к устройствам для наложения армированных оболочек на кабели, и может быть использовано в производстве полимерных труб, шлангов, рукавов,
Известна экструзнойная головка, содержащая матрицу, промежуточный дорн-матрицу с распределителем, имеющим каналы, подводящие нити, дорн с распределителем, образующие две зоны, формирующие оболочку в два слоя, между.которыми введены армирувмцие нити через подводявдие кансшы промежуточного дорна ij «
Недостатком экструзионной головки такой конструкции является сложность изготовления инструмента, его установки и перезаправки, т.е. повышенная трудоемкость наложения армированных оболочек.
Наиболее близкой к предлагаемой является головка для наложения оболочек из полимерного материала на кабельные изделия с одновременным ее армированием нитями, содержащаяодну пару инструмента: матрицу, дорн с подводящими каналами для нитей, ме5вду которыми имеются прорези, пропускающие экструдируемы материал во внутреннюю кольцевую проточку дорна, где происходит формирование внутреннего слоя оболочки. Головка выполнена с возможностью вращения дорна р.Недостатком этой экструзионной головки является то, что подводящие каналы и прорези, создавая неравномерность сечения и давление потока экструдируемого материала в кольцевом зазоре, где формируется наружны слой оболочки, воздействует на ее формирование таким образом, что ее наружная поверхность приобретает неровный волнистый вид, повторяющий конфигурацию повива нитей, создает разнотолщинность оболочки.
Цель изобретения - повышение качества изделия путем исключения волнистости и разнотолщинности оболочки.
Указанная цель достигается тем, что в экструзионной головке, преимущественно для наложения кабельных оболочек из термопластичного материала и резин и одновременным ее армированием нитями, содержащей матрицу распределитель с дорном, имеющим подводящие каналы для нитей и прорези между ними, головка снабжена жес ко закрепленной на дорне дросселирующей конической насгщкой с пазами и выступами, причем в пазы насадки входят подводящие каналы дорна, а ее выступы расположены над продольными лазами дорна.
Выровненный таким образом поток экструдируемого материала формируется в равностенную без волнистости оболочку.:
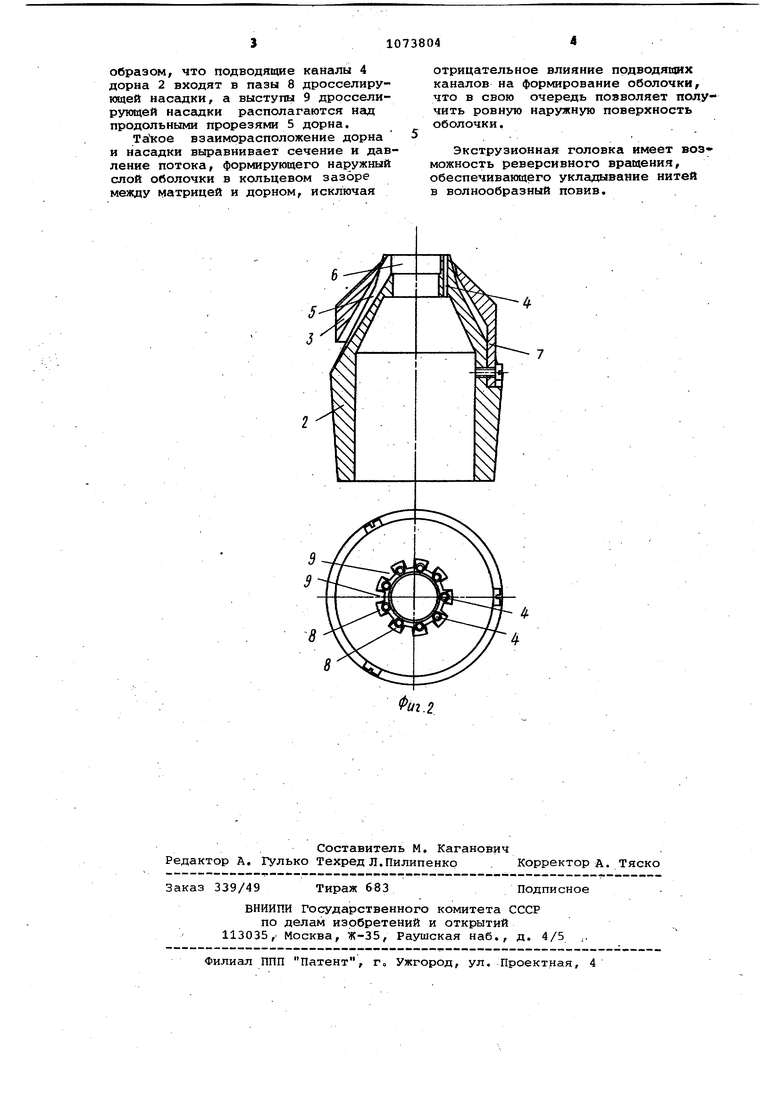
На фиг. 1 изображена .экструзионная головка, общий вид; на фиг. 2 дорн с закрепленной на нем дросселирунядей конической насадкой
Экструзионная головка (фиг. 1) содержит матрицу 1, дорн 2 и дросселирующую коническую насадку Зо Дорн (фиг. 2) содержит подводящие каналы 4, через которые осуществляется подача армирующих нитей в зону формирования оболочки, образованную матрицей и дорном, и продольные прорези 5, пропускающие экструдируемый материал в кольцевую проточку 6 дорна 2 и на заготовку изделия. Дросселирующая коническая насадка (фиг. 2) содержит три крепежные планки 7, расположенные по наружному диаметру через 120 относительно друг друга, осуществляющие жесткое крепление ее к дорну тремя крепежными, винтами, пазы 8, расположенные над подводящими кангшаг ш 4, и выступы 9, расположенные над продольными прорезями 5 дорна. Причем диаметр насадки по выступам равен расстоянию между центрами диаметрально противоположных подводящих каналов 4 кольцевой зазор, образованный конической поверхностью дорна и внутренней поверхностью насадки, достаточен для прохождения потока экструдируемого материала, формирующий внутренний слой оболочки
Перед заправкой головки дросселирующая коническая насадка 3 жестко крепится к дорну 2, образуя с ним одно целое
При работе головки поток экструдируемого материала подают-в зону формирования защитной оболочки. Дросселирующую коническую насадку 3 устанавливают таким образом, что поток экструдируемого материала обтекает ее сверху и снизу, при этом нижний поток экструдируемого материала, свободно проникая под дросселирующую насадку и через продольные прорези 5 дорна 2 в его кольцевую проточку б и на заготовку, формирует внутренний слой защитной оболочки, поверх которого укладывают армирующие, нити. Армирующие нити поступают в зону формирования защитной оболочк через подводящие каналы 4. Верхний поток экструдируемого материала продавливается над дросселирукицей конической насадкой 3 и формирует верхний слой защитной оболочки в зоне между наружной поверхностью насадки и матрицей 1.
Дросселируклцая коническая насадка жестко закреплена на дорне таким
образом, что подводящие каналы 4 дорна 2 входят в пазы 8 дросселирующей нассщки, а выступы 9 дросселирующей насадки располагаются над продольными прорезями 5 дорна.
взаиморасположение дорна и насадки выравнивает сечение к давление потока, формирующего наружный слой оболочки в кольцевом зазоре между матрицей и дорном, исключая
отрицательное влияние подводящих каналов на формирование оболочки, что в свою очередь позволяет получить ровную наружную поверхность оболочки.
Экструзионная головка имеет воз можность реверсивного вргицения, обеспечивающего укладывание нитей в волнообразный повив.
Фиг.2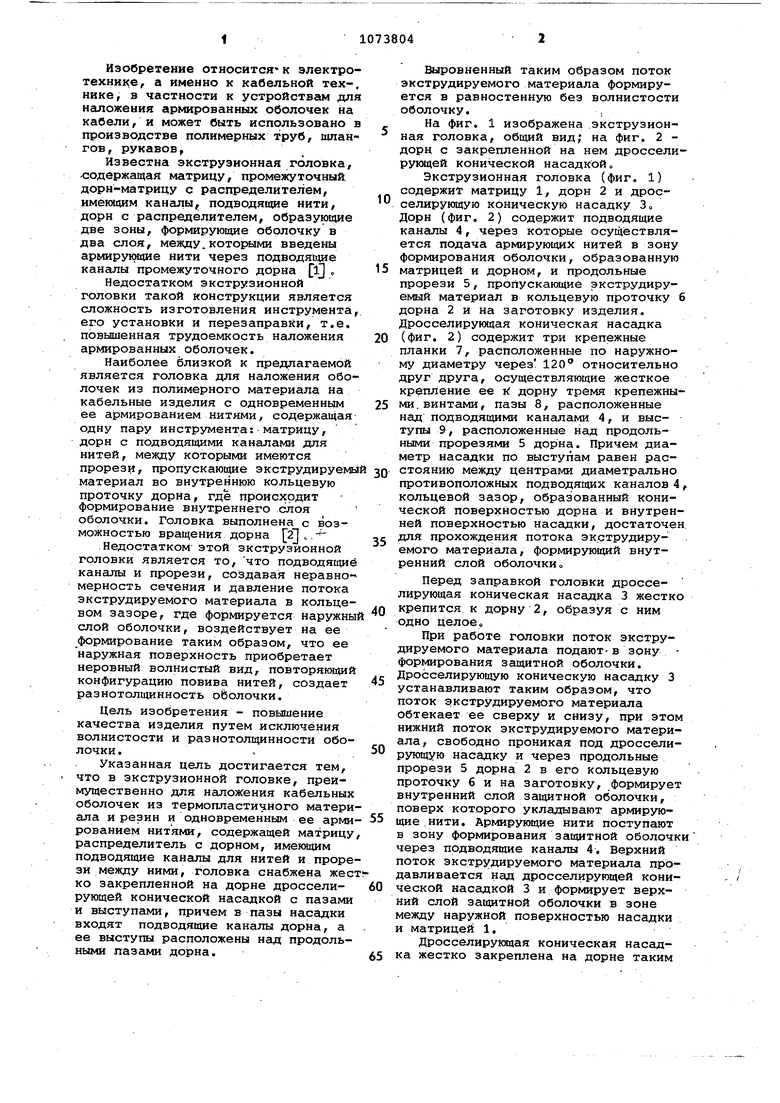
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка | 1981 |
|
SU978202A1 |
| Экструзионная головка | 1984 |
|
SU1224834A1 |
| Экструзионная головка для наложения полимерных оболочек на кабельные изделия | 1986 |
|
SU1403104A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| Экструзионная кабельная головка | 1982 |
|
SU1101902A1 |
| Экструзионная головка | 1990 |
|
SU1786512A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Головка для соэкструзии полимеров | 1989 |
|
SU1682196A1 |
| Экструзионная головка | 1988 |
|
SU1696317A1 |
ЭКСТРУЗИОННАЯ ГОЛОВКА, преимущественно для наложения кабельных оболочек из термопластичного материала и резин с одновременным ее армированием нитями, содержащая матрицу, распределитель с дорном, имеющим подводящие каналы для нитей и прорези между ними, о т л и Чча ющ а я с я тем, что; с целью повышения качества изделия путем исключения волнистости и разностенности оболочек, головка снабжена жестко закрепленной на дорне дросселирующей конической насадкой с пазами и выступами, причем в пазы насадки входят подводящие каналы дорна а ее выступы расположены над продольными пазами дорна Q SB КЛ со эо
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СЕПАРАТОР МИНЕРАЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2158185C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке I 3299727/07, кл | |||
| Н 0.1 В 13/24, 1981, | |||
