(54) ЭКСТРУЗИОННАЯ ГОЛОВКА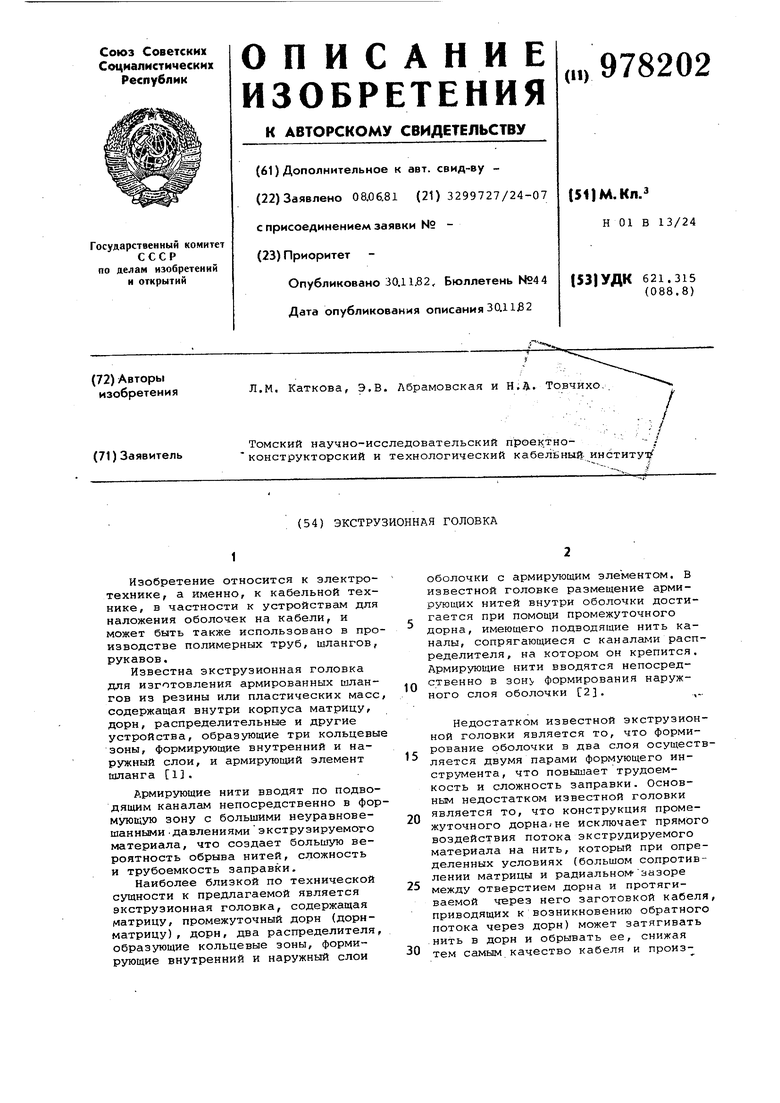

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка | 1982 |
|
SU1073804A1 |
| Экструзионная головка | 1984 |
|
SU1224834A1 |
| Экструзионная кабельная головка | 1982 |
|
SU1101902A1 |
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| Головка для соэкструзии полимеров | 1989 |
|
SU1682196A1 |
| Экструзионная головка для наложения полимерных оболочек на кабельные изделия | 1986 |
|
SU1403104A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |

Изобретение относится к электротехнике, а именно, к кабельной технике, в частности к устройствам для наложения оболочек на кабели, и может быть также использовано в производстве полимерных труб, шлангов, рукавов.
Известна экструзионная головка для изготовления армированных шлангов из резины или пластических масс, содержащая внутри корпуса матрицу, дорн, распределительные и другие устройства, образующие три кольцевые зоны, формирующие внутренний и наружный слои, и армирующий элемент шланга 1.
Армирующие нити вводят по подводящим каналам непосредственно в формующую зону с большими неуравновешанньми.давлениями экструзируемого материала, что создает большую вероятность обрыва нитей, сложность и трубоемкость заправки.
Наиболее близкой по технической сущности к предлагаемой является экструзионная головка, содержащая матрицу, промежуточный дорн (дорнматрицу), дорн, два распределителя, образующие кольцевые зоны, формирующие внутренний и наружный слои
оболочки с армирующим элементом. В известной головке размещение армирующих нитей внутри оболочки достигается при помощи промежуточного дорна, имеющего подводящие нить каналы, сопрягающиеся с каналами распределителя , на котором он крепится. Армирующие нити вводятся непосредственно в зон формирования наруж10ного слоя оболочки С2.,..
Недостатком известной экструзионной головки является то, что формирование оболочки в два слоя осуществ15ляется двумя парами формующего инструмента, что повышает трудоемкость и сложность заправки. Основным недостатком известной головки является то, что конструкция проме20жуточного дорна-не исключает прямого воздействия потока экструдируемого материала на нить, который при определенных условиях (большом сопротивлении матрицы и радиальном-зазоре
25 между отверстием дорна и протягиваемой через него заготовкой кабеля, приводящих к возникновению обратного потока через дорн) может затягивать нить в дорн и обрывать ее, снижая
30 тем самым качество кабеля и произнодительность технологического процесса.
Цель изобретения - повышение производительности и качества оболочки путем исключения обрывности нитей и снижения трудоемкости заправки.
Поставленная цель достигается тем, что экструзионная головка оснащена специальным дорном, который в совокупности с матрицей формирует оболочку в два слоя одной паро инструмента с одновременным введением в нее армирующих нитей. Это осуществляется тем, что в дорне, выполненном с возможностью его заглубления в матрицу, имеются между каналами, пo двoдящими нити, прорези через которые поступает экструди|руемый материал в кольцевую проточку, формируя на заготовке кабеля внутренний слой оболочки, Толщина В1 утреннего слоя оболочки определяется глубиной кольцевой проточки.
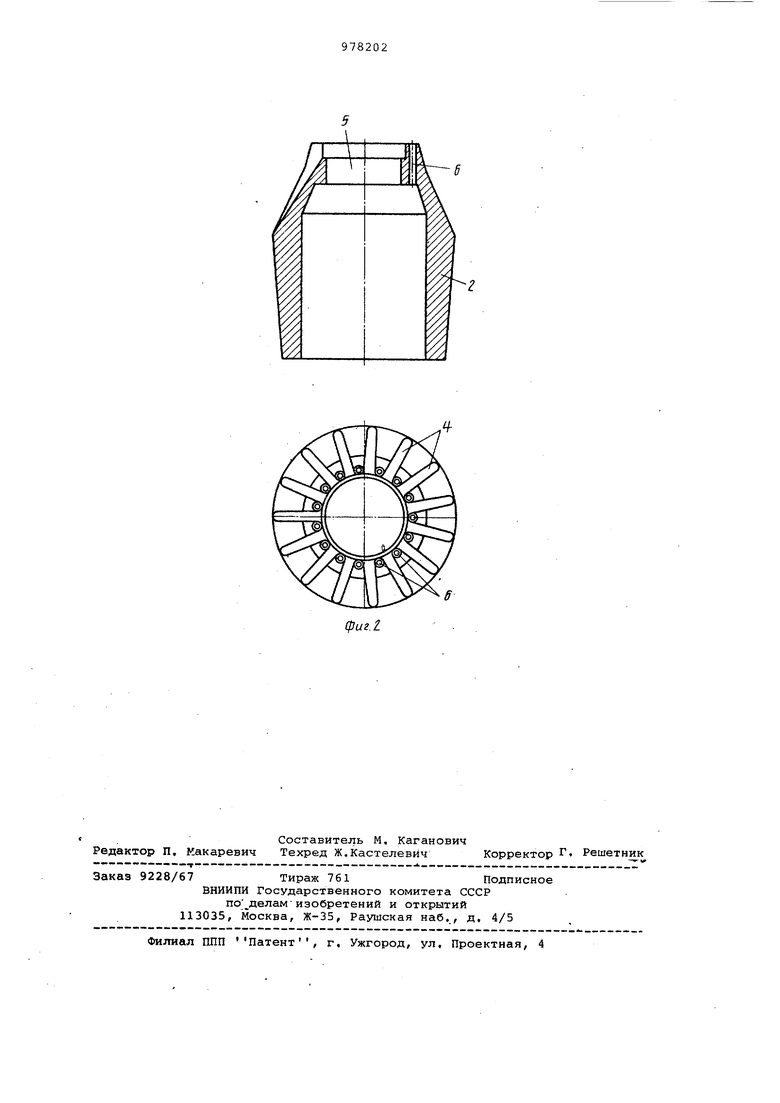
На фиг.1 изображена экструзионна головка, общий вид; на фиг,2 - конструктивная схема дорна.
В экструзионной головке (фиг.1) содержится матрица 1, имеющая ци;линдрическое отверстие, формирующее I наружный слой оболочки, дорн 2, обраэующий с матрицей формирующую зон 3, закреплен на распределителе соосно с матрицей, при помощи которого регулируется осевое положение дорна относительно матрицы, Дорн (фиг,2) имеет прорези 4, пропускающие экструдируемый материал в кольцевую проточку 5, между прорезями в стенке дорна находятся каналы .6, подводящие нити к участку формирования наружного слоя оболочки.
Предлагаемое устройство работает следующим образом.
В экструзионной головке (фиг,1), содержащей матрицу 1 и дорн 2, поток экструдируемого материала, поступающий в зону 3 формирования, рассекается на наружной поверхности дорна на два потока, внутренний продавливается через прорези 4 дорна, заполняя кольцевую проточку 5, и формирует
внутренний слой, на который накладываются нити поступающие через каналы 6 в цилиндрическую часть матрицы, другой поток формирует поверх нитей нижний слой оболочки.
Головка имеет возможность реверсивного вращения, обеспечивающего укладывание нитей в волнообразный повив.
Формула изобретения
Экструзионная головка для наложения оболочки из полимерного материала на кабельные изделия с од-,. новременным ее армированием нитями, содержащая матрицу, дорн с каналами для прохождения нитей, отличающаяся тем, что, с целью упрощения конструкции головки и повышения качества изделия путем исключения обрывности нитей, дорн имеет продольные прорези, расположенные межлУ каналами, и на выходе - кольцевую проточку диаметром, равным
5 диаметру внутреннего слоя оболочки.
Источники информации, принятые во внимание при экспертизе
0 2. Патент Швейцарии 558072, кл, Н 01 В 13/24, 1975 (прототип).
5
