Предлагаемая литьевая машина относится к устройствам для переработки пластических масс А етодом литья под давлением.
Известны литьевые машины с механизмом запирания формы, содержаш,им коленно-рычажный механизм с приводным гидроиилиндром для ускоренного перемешения подвижных частей и силовой .гидроцилиндр для запирания формы. Такие машины не приспособлены для изготовления изделий методом литьевого прессования и для разгрузки формы с целью ее дегазации, так как конструкция их ие позволяет жестко фиксировать систему при неполном закрытии формы или при ее разгрузке для дегазации.
Для устранения указанных недостатков силовой гидроцилиндр предлагаемой литьевой машины снабжен регулируемым жестким ограничителем хода его .поршня, причем ограничитель выполнен в виде встроенного в крышку силового гидроцилиндра винтового механизма с вращающимся звеноМ, проходящим через крышку, и лоступательно перемешающимся звеном, взаимодействующим с поршкем.
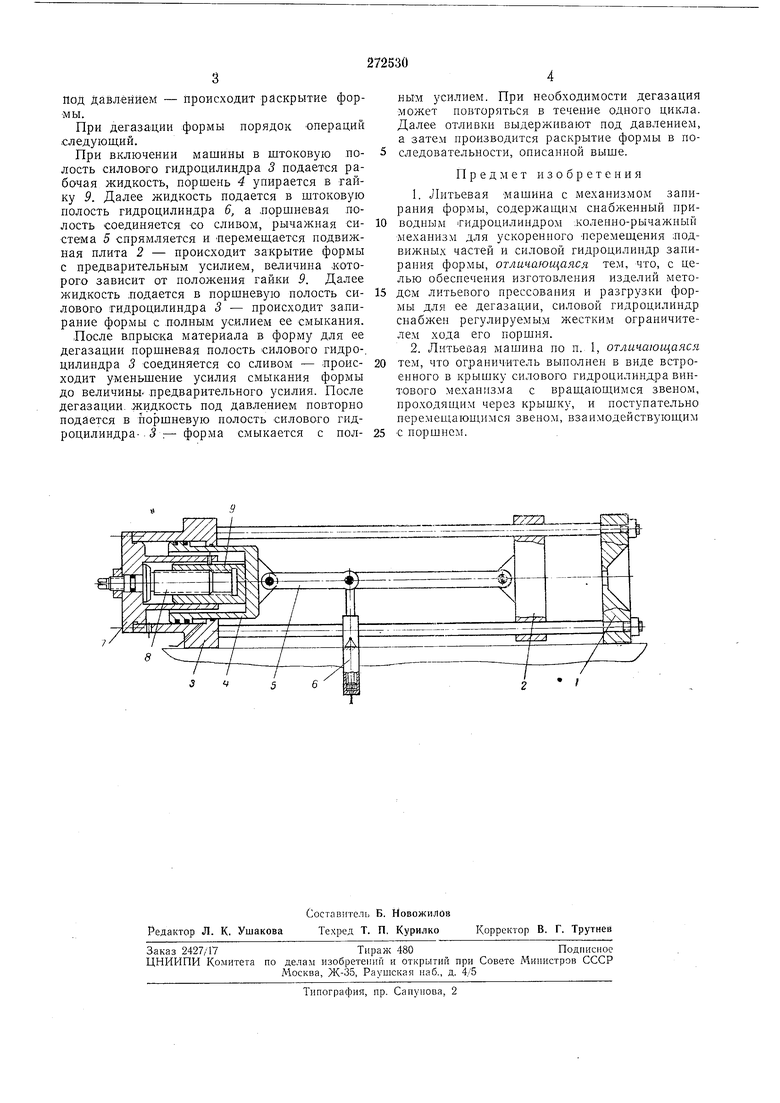
На чертеже изображен механизм запирания, .продольный разрез.
рычажную систему 5 с приводным гидроцилиндром 6. В 7 силового гидроцилиндра 5 встроен винтовой механизм с винтом 8 и поступательно перемещающейся гайкой 9.
По методу литьевого прессования машина работает следующим образом.
При включении -машины в штоковую полость силового гидроцилиндра 5 подается рабочая жидкость, порщень 4 упирается в гайку 9. Далее подается жидкость в штоковую полость гидроцилиндра 6, а поршневая полость соединяется со сливом, рычажная система 5 спрямляется и перемещается подвижная плита 2 - происходит предварительное закрытие формы с зазором, величина которого устанавливается регулировкой положения гайки 9.
После впрыска материала в форму .подается жидкость в порщневую полость силового гидроцилиндра 5, поршень 4 перемещает плиту 2, уменьшая зазор меледу полуформами, - происходит допрессовка и формование издеЛИЯ.
Отливку выдерживают под давлением, за тем поршневая полость силового гидроцилиндра 5 и штоковая полость гидроцилиндра 6 соединяются со сливом, а в поршневую попод давЛбнйем - происходит раскрытие формы.
При дегазации формы порядок операций следующий.
При включении машины в штоковую полость силового гидроцилиндра 3 подается рабочая жидкость, поршень 4 упирается в гайку 9. Далее жидкость подается в штоковую полость гидроцилиндра 6, а .поршневая полость соединяется со сливом, рычажная система 5 спрямляется и Перемеш;ается подвижная плита 2 - происходит закрытие формы с предварительным усилием, величина которого зависит от положения гайки 9. Далее жидкость .подается в поршневую полость силового гидроцилиндра 3 - происходит задирание формы с .полным усилием ее смыкания.
После в.прыока материала в форму для ее дегазации поршневая полость силового гидроцилиндра 3 соединяется со сливом - .происходит уменьшение усилия смыкания формы до величины- .предварительного усилия. После дегазации, .жидкость под давлением повторно подается в поршневую полость силового гидроцилиндра- 5 :- форма смыкается с полным усилием. При необходимости дегазация может повторяться в течение одного цикла. Далее отливки выдерживают под давлением, а затем производится раскрытие формы в последовательности, описанной выше.
Предмет изобретения
1.Литьевая машина с механизмом запирания формы, содержаш,им снабженный приводнь 1М гидроцилиндром .колепно-рычажпый механизм для ускоренного -перемешения ;подвижных частей и силовой гидроцилиндр запирания формы, отличающаяся тем, что, с целью обеспечения изготовления изделий методом литьевого прессования и разгрузки формы для ее дегазации, силовой гидроцилиндр снабжен регулируемым жестким ограничителем хода его поршня.
2.Литьевая машина по п. 1, отличающаяся тем, что ограничитель выполнен в виде встроенного в крышку силового гидроцилиндра винтового механизма с враш,ающимся звеном, проходяп им через крышку, и поступательно перемещающимся звеном, взаимодействующим с поршнем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина | 1968 |
|
SU633741A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| Механизм запирания форм литьевой машины | 1972 |
|
SU513875A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU565831A1 |
| МЕХАНИЗМ ЗАПИРАНИЯ ФОРЛ\ | 1973 |
|
SU363605A1 |
| Устройство запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU793795A1 |
| Гидропривод литьевой машины | 1984 |
|
SU1265061A1 |
| Литьевая машина для литья изделий из термопластов | 1986 |
|
SU1353637A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
