Изобретение относится к оборудованию для переработки пластмасс литьем под давлением.
Известные механизмы запирания форм литьевой ,машины, содержащие систему ускоренного перемещения подвижных частей, силовой гидроцилиндр запирания, гидроцилиндры отрыва и винтовой механизм регулировки высоты форм, не позволяют осуществлять одновременную регулировку объемов рабочих полостей силового гидроцилиндра и гидроцилиндров отрыва. Это приводит к излишнему объему рабочих полостей, увеличению габаритов, усложнению конструкции и снижению производительности.
Цель изобретения - .повышение производительности и упрош,ение конструкции механизма.
Для этого Гайка -винтового механизма регулировки высоты форм оснащена ограничителем хода поршня силового гидроцилиндра запирания и опорным элементом контакта с плунжерами цилиндров отрыва.
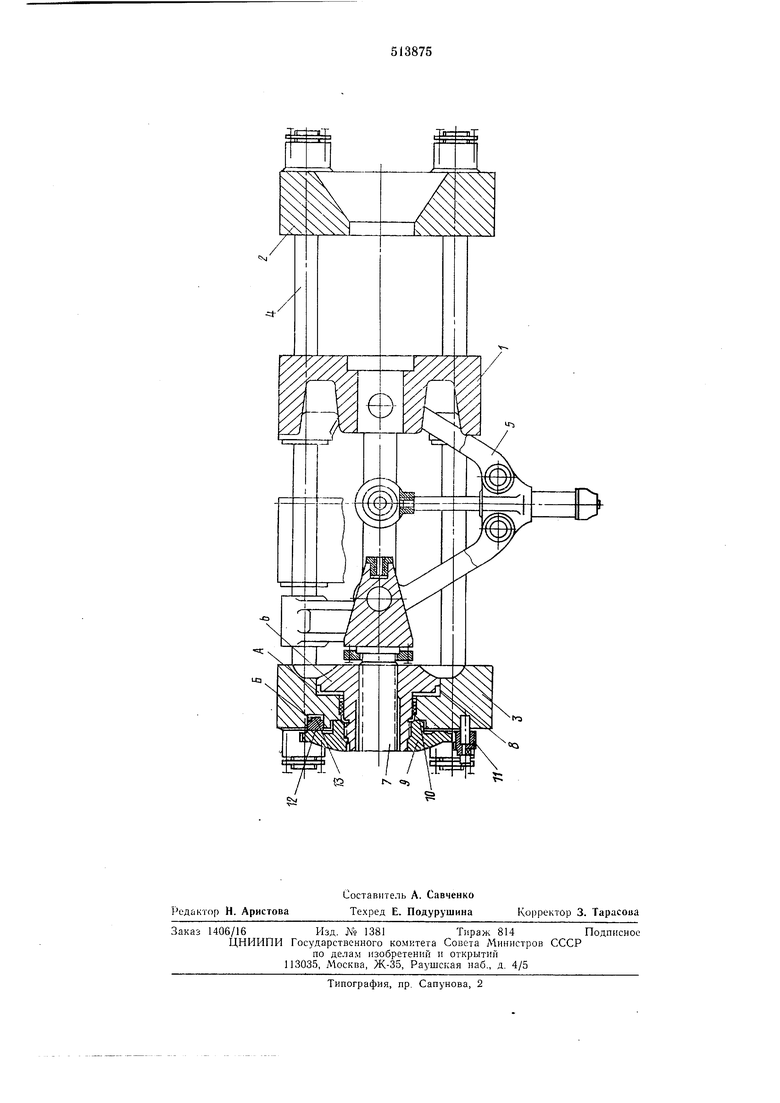
На чертеже локазап предлагаемый механизм запирания форм литьевой машины.
Механизм состоит из подвижной, передней неподвижной и задней ллит 1-3, колонн 4, системы 5 ускоренного перемешения подвижных частей, например для увеличения производительности и жесткости механизма запирания рычажного типа с подвесным гидроцилиндром, и механизмов дожатия, регулировки высоты форм и отрыва изделия, размещенных в задней плите 3.
Механизм дожатия представляет собой силовой гидроцилиндр, поршень 6 со штоком которого выполнены в виде Т-образной, охватывающей винт 7 домкрата втулки с резьбой, образующей мел-:ду рабочей поверхностью поршня 6 и гнездом 8 плиты 3 кольцевую полость А со слоем рабочей жидкости. На штоке силового гидроцилиндра л естко закреплена гайка 9 винтового механизма регулировки высоты форм, оснащенная ограничителем 10 хода поршня силового гидроцилиндра, фиксатором 11 положения относительно штока норшня силового гидроцилиндра запирания и опорным элементом 12 контакта с плунжерами 13 цилиндров отрыва, размещенными, например, в задней плите 3 и образующими с
поверхностями гнезд плиты 3 рабочие полости Б.
Устройство регулировки высоты форм размещено на задней плите 3 с противоположной от рычажной системы стороны и включает в
себя приводной механизм с фиксатором 11, гайку 9, поршень силового гидроцилиндра со штоком и винт домкрата.
Система 5 ускоренного перемещения подвижных частей передвигает подвижную плиту
1 в крайнее правое положение, при котором
между полуформами остается зазор, равный требуемому ходу отрьива. После этого маело подается в полость А силового гидроцилиндра. Развиваемое усилие вооприиимается поршнем 6, передается на винт 7 домкрата и далее на систему 5 ускоренного перемещения подвижных частей. Происходит выбирание зазора и запирание литьевой формы.
По окончании выдержки под давлением и времени охлаждения изделия .в форме масло поступает в рабочие полостн Б под поршни отрыва. Усилие, развиваемое поршнями, воспринимается через опорный элемент 12 контакта гайкой 9, жестко закрепленной на штоке иоршня 6 силового гидроцилиидра и далее через винт домкрата на систему ускоренного перемещения подвижных частей. Переместнв подвижную плиту 1 на расстояние, обеспечивающее отрыв изделия от формы, поршни отрыва прекращают движение. Дальнейшее перемещение плиты осуществляется системой ускоренного перемещения подвижных частей.
Регулировку высоты устанавливаемых форм производят приводным механизмом с фиксатором 11, вращающим гайку 9 и жестко скрепленный с нею поршень 6 силового гидроцнлнндра. Врандательное движение поршня 6 преобразуется в поступательное движение винта 7 домкрата, перемещающего механизм 5 и иЗМеняющего тем самым расстояние между плитами 1 и 2 и укрепленными на них полуформами.
Исходя из хода отрыва изделия и деформаций механизма запирания, возникающих в процессе работы, механизмом нривода гайки устанавливают минимальные необходимые
объемы рабочих полостей силового гидроцилиндра запирания и гидроцилиндров отрыва. Благодаря этому достигается повышение производительности работы механизма как при запирании, так и при открывании формы.
Возможность установки минимальных объемов рабочих .нолостей гидроцилиндров запирания и отрыва позволяет упростить конструкцию механизма, уменьшить его габариты, увеличить жесткость и облегчить обслуживание.
Если ход поршня 6 окажется больше установленной величины, то ограничитель 10 гайки упрется в плиту 3 и замкнет на нее силовой контур, разгрузив полуформы. Такое решение не требует специальных предохранительных устройств для ограничения хода поршня 6.
Конструкция механизма запнрания позволяет работать в режиме литьевого прессования
и осуп1.ествить дегазацию материала в форме.
Формула изобретения
Механизм запирания форм литьевой машины, содержащий систему ускоренного перемещения подвижных Частей, сн.товой гидроцилиндр запирания, гидроцилиндры отрыва и винтовой механизм регулировки высоты форм,
отличающийся тем, что, с целью повышения производительности и упрощения конструкции, гайка винтового механизма регулировки высоты форм оснащена ограничителем хода поршня силового гидроцилиндра запирания н опорным элементом контакта с плунжерами цилиндров отрыва.
OQ
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм управления прессформы литьевой машины | 1972 |
|
SU499126A1 |
| Механизм запирания форм литьевых машин для переработки пластмасс | 1972 |
|
SU466118A1 |
| Механизм запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU802061A1 |
| ЛИТЬЕВАЯ МАШИНА | 1970 |
|
SU272530A1 |
| Механизм запирания форм литьевой машины для полимеров | 1978 |
|
SU770822A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ПЛАСТМАСС | 1971 |
|
SU306021A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1974 |
|
SU494275A1 |
| Механизм смыкания форм литьевой машины | 1987 |
|
SU1407822A1 |