Изобретение относится к переработке пластмасс и может быть использован в литьевых машинах для литья под давлением.
Цель изобретения - увели ение быстроходности механизма смыкания форм.
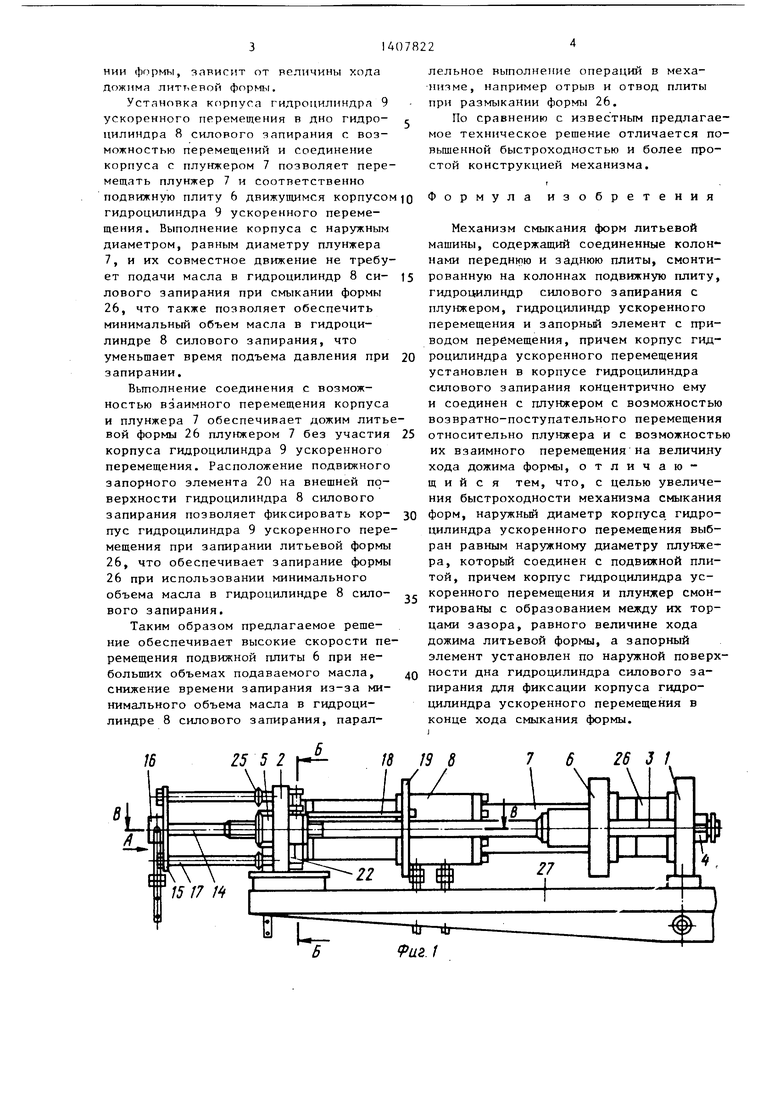
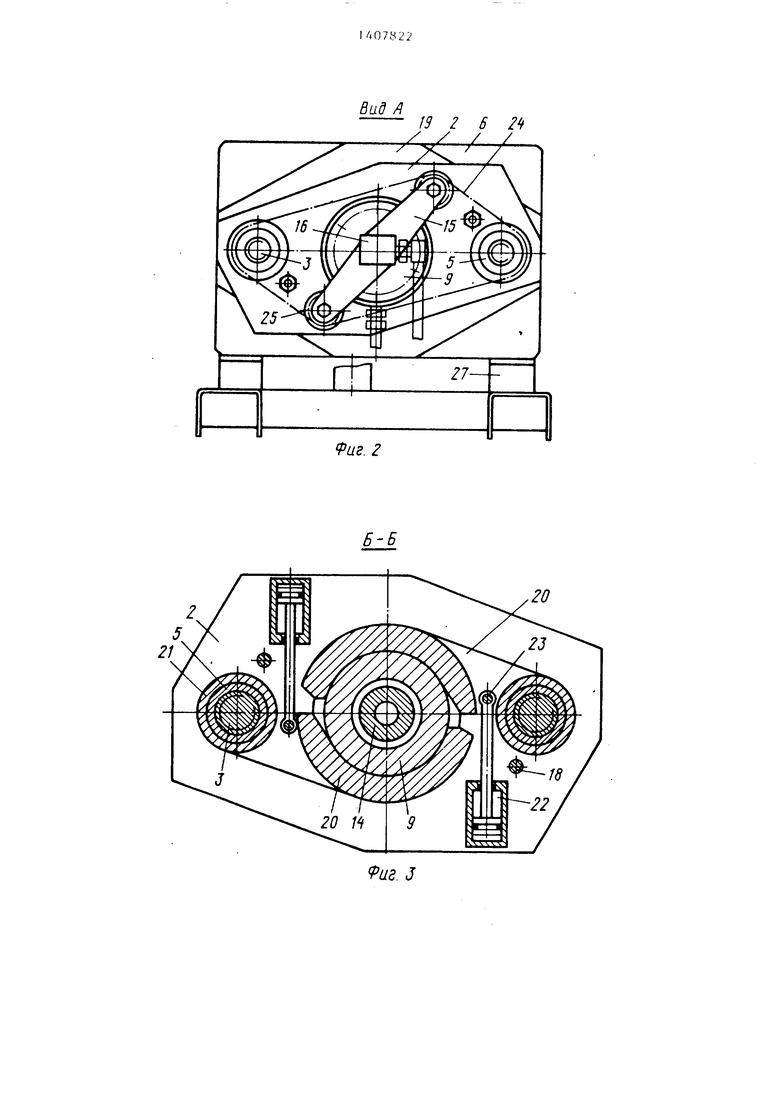
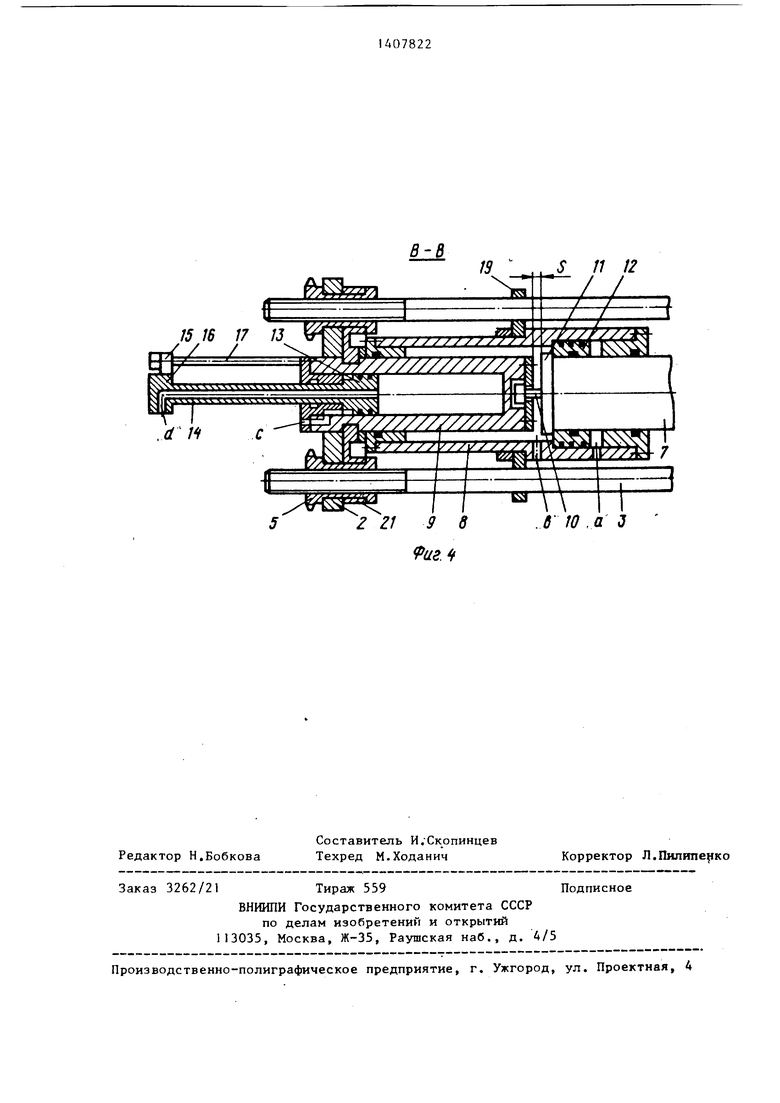
На фиг,1 представлен механизм, смыкания, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг,1; на фиг,4 - разрез В-В на фиг.1.
Механизм смыкания форм литьевой машины содержит переднюю 1 и заднюю 2 плиты, соединенные колоннами 3 по- средством гаек 4 и 5 (фиг.1). На колоннах 3 установлена подвижная плита 6 (фиг.4), соединенная с плунжером 7, который установлен в корпусе гидроцилиндра 8 силового запирания. В последнем и концентрично ему установлен корпус гидроцилиндра 9 ускоренного перемещения, соединенный с плунжером 7, с возможностью в6звратно-поступательного перемещения относительно плунжера 7 и с возможностью их взаимного перемещения.
.-
Наружний диаметр корпуса гидроцилиндра 9 ускоренного перемещения вы- бран равным наружному диаметру плунжера 7. Соединение плунжера 7 и корпуса гидроцилиндра 9 ускоренного перемещения выполнено посредством ступенчатого стержня 10, закрепленного на фланце 11. На плунжере 7 установлен поршень 12, уплотняемый по гидроцилиндру 8 силового запирания и плунжеру 7. В корпусе гидроцилиндра 9 ускоренного перемещения установлен поршень 13 со штоком 14, соединенным с кронштейном 15 посредством колодки 16. Кронштейн 15 закреплен на задней плите 2 посредством колонн 17. К задней плите 2 присоединен корпус гидро- цилиндра 8 силового запирания посредством стяжек 18 через фланец 19.
Запорный элемент 20 установлен по наружной поверхности дна гидроцилиндра 8 силового запирания посредством втулок 21 и соединен с приводом 22 перемещений запорного элемента посредством шарнирного соединения 23. Гайки 5 выполнены со звездочками и соединены посредством цепи 24, натяжение которой осуществляется звездочками 25, установленными на колоннах 17,. На передней плите 1 и подвижной плите 6 смонтирована литьевая форма
о5
Ю
20 .
25
зоQj50
55
26. Корпус гидроцилиндра 9 ускоренного перемещения и плунжер 7 смонтированы с образованием между их торцами зазора, равного величине дожима литьевой формы 26. Механизм смыкания смонтирован на станине 27. Для подвода рабочей жидкости в корпусе гидроцилиндра 8 силового запирания выполнены каналы а и 6, в корпусе гидроцилиндра 9 ускоренного перемещения - канал сив штоке 14 - канал.d.
Механизм смыкания работает следующим образом.
Перемещение гидроцилиндра 9 ускоренного Перемещения осуп1ествляется при подаче рабочей жидкости в канал d. Плунжер 7 перемещает подвижную плиту 6 по колоннам 3. Происходит смыкание литьевой формы 26 и запорный элемент 20 поворотом вокруг гаек 5 вводится в паз корпуса гидроцилиндра 9 ускоренного перемещения посредством привода 22 перемещений запорного элемента. Рабочая жидкость по кацапу Ь подается в гидроцилиндр 8 силового запирания, плунжер 7 перемещается вперед, дожимая подвижную плиту 6 с литьевой формой 26. При этом плунжер 7 перемещается от корпуса гидроцилиндра 9 ускоренного перемещения на величину хода S дожима литьевой формы 26, а корпус гидроцилиндра 9 остается неподвижным относительно корпуса гидроцилиндра 8 силового запирания, так как он зафиксирован запорным элементом 20. При раскрытии литьевой формы 26 рабочая жидкость подается в каналы а и d, а также в поршневую полость привода 22 перемещений запорного элемента 20, Происходит раскрытие литьевой формы 26 И вывод запорного элемента 20 из паза корпуса гидроцилиндра 9 ускоренного перемещения. Затем гидроцилиндр 9 ускоренного перемещения и плунжер 7 перемещаются назад и литьевая форма 26 размыкается окончательно.
Регулировка по высоте литьевой формы 26 осуществляется синхронным вращением гаек 5 посредством цепи 24.
При работе гидроцилиндров объем подаваемой рабочей жидкости определяется в основном объемом гидроцилиндра 9 ускоренного перемещения. Величина объема рабочей жидкости, подаваемой в гидроцилиндр 8 силового запирания при смьжании и силовом запираНИИ формы, зависит от величины хода дожима литьевой формы.
Установка корпуса гидроцилиндра 9 ускоренного перемещения в дно гидроцилиндра 8 силового запирания с возможностью перемещений и соединение корпуса с плунжером 7 позволяет перемещать плунжер 7 и соответственно подвижную плиту 6 движущемся корпусо гидроцилиндра 9 ускоренного перемещения. Выполнение корпуса с наружным диаметром, равным диаметру плунжера 7, и их совместное движение не требует подачи масла в гидроцилиндр 8 силового запирания при смыкании формы 26, что также позволяет обеспечить минимальный объем масла в гидроцилиндре 8 силового запирания, что уменьшает время подъема давления при запирании.
Вьтолнение соединения с возможностью взаимного перемещения корпуса и плунжера 7 обеспечивает дожим литьвой формы 26 плунжером 7 без участия корпуса гидроцилнидра 9 ускоренного перемещения. Расположение подвижного запорного элемента 20 на внешней поверхности гидроцилиндра 8 силового запирания позволяет фиксировать корпус гидроцилиндра 9 ускоренного перемещения при запирании литьевой формы 26, что обеспечивает запирание формы 26 при использовании минимального объема масла в гидроцилиндре 8 силового запирания.
Таким образом предлагаемое решение обеспечивает высокие скорости перемещения подвижной плиты 6 при не- больщих объемах подаваемого масла, снижение времени запирания из-за минимального объема масла в гидроцилиндре 8 силового запирания, параллельное выполнение операций в меха- }шзме, например отрыв и отвод плиты при размыкании формы 26.
По сравнению с извес тным предлагаемое техническое решение отличается по- вьш1енной быстроходностью и более простой конструкцией механизма.
г
Формула изобретения
Механизм смьжания форм литьевой машины, содержащий соединенные колоннами переднюю и заднюю плиты, смонтированную на колоннах подвижную плиту, гидроцилиндр силового запирания с плунжером, гидроцилиндр ускоренного перемещения и запорный элемент с приводом перемещения, причем корпус гидроцилиндра ускоренного перемещения установлен в корпусе гидроцилиндра силового запирания концентрично ему и соединен с плунжером с возможностью возвратно-поступательного перемещения
относительно плунжера и с возможностью их взаимного перемещения на величину хода дожима формы, отличающийся тем, что, с целью увеличения быстроходности механизма смыкания
форм, наружный диаметр корпуса гидроцилиндра ускоренного перемещения выбран равным наружному диаметру плунжера, который соединен с подвижной плитой, причем корпус гидроцилиндра ускоренного перемещения и плунжер смонтированы с образованием между их торцами зазора, равного величине хода дожима литьевой формы, а запорный элемент установлен по наружной поверхности дна гидроцилиндра силового запирания для фиксации корпуса гидроцилиндра ускоренного перемещения в конце хода смыкания формы.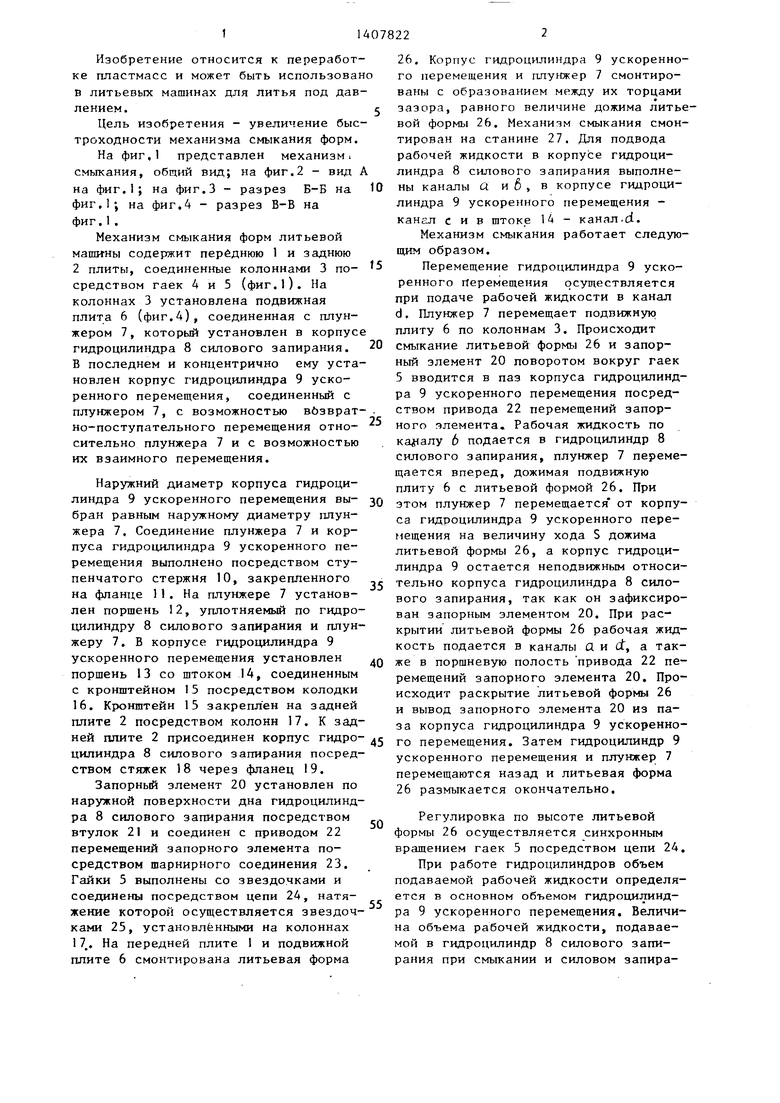
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм запирания форм многопозиционной литьевой машины | 1988 |
|
SU1608071A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU608658A1 |
| Механизм смыкания пресс-формы литьевой машины | 1981 |
|
SU1004138A1 |
| Механизм запирания форм литьевых машин | 1967 |
|
SU279939A1 |
| Механизм запирания форм литьевых машин для переработки пластмасс | 1972 |
|
SU466118A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1982 |
|
SU1046112A1 |
| Механизм замыкания форм литьевой машины для пластмасс | 1975 |
|
SU606541A3 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
Изобретение касается переработки пластмасс, м.б. использовано в машинах для литья под давлением Цель изобретения - увеличение быстроходности механизма смыкания форм литьевой машины. Для этого механизм содержит переднюю и заднюю плиты, соединенные колоннами. На колоннах установлена подвижная плита, соединенная с плунжером. Плунжер установлен в гидроцилиндре силового запирания. Гидро-- цилиндр ускоренного перемещения установлен в корпусе гидроцилиндра силового запирания концентрично ему. Гидроцилиндр ускоренного перемещения соединен с плунжером с возможностью возвратно-поступательного перемещения относительно плунжера и с возможностью их взаимного перемещения. Наружные диаметры плунжера и гидроцилиндра ускоренного перемещения равны. Гидроцилиндр ускоренного перемещения и плунжер смонтированы с образованием зазора между их торцами. Величина зазора равна величине хода дожима литьевой формы. По наружной поверхности дна гидроцилиндра силового запирания установлен запорный элемент с приводом. Фиксация корпуса гИдроцилиндра ускоренного перемещения осуществляется в конце хода смыкания форм. Это позволяет повысить быстроходность механизма смыкания за счет того, что во время работы объем подаваемой рабочей жидкости определяется обьемом гидроцилиндра ускоренного перемещения. Величина объема рабочей жидкости в гидроцилиндре силового запирания зависит от величины хода дожима литьевой формы. 4 ил. S (Л с
/5
f US. 1
fpue. 2
Bad /
19 2 6 2 X X / /
20
9аг. J
15 16 17 13
/ /
SllIX - - .
aiH IК
T
.V
JZ 21 9 8
9аг.
i5
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU608658A1 |
| Солесос | 1922 |
|
SU29A1 |
| МЕХАНИЗМ ЗАПИРАНИЯ ФОРМ МАШИН ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 0 |
|
SU206080A1 |
| Солесос | 1922 |
|
SU29A1 |
