Известны устройства для формования кромок сердечников транспортерных леит, содержащие подвижные на раме каретки с формующими ме.ханизмами. Формующие механизмы таких устройств содержат нрикаточные и формующие ролики, выполненные с ребордами. Эти ролики не обеспечивают плотного прил :атия резиновой обкладки к торцу сердечника, что вызывает появление воздушных прослоек и некачественное формование кромок сердечников транспортерных лент.
Предлагаемое устройство отличается тем, что каждый из формующих механизмов выполнен в виде пары принудительно вращающихся подпружиненных роликов, изготовляемых с винтовой нарезкой. Это обеспечивает качественную заделку кромок сердечников транспортерных лент за ечет прижатия формующими роликами полосы пластичного материала к торцу сердечника и формования ее на сердечнике в виде необходимого профиля.
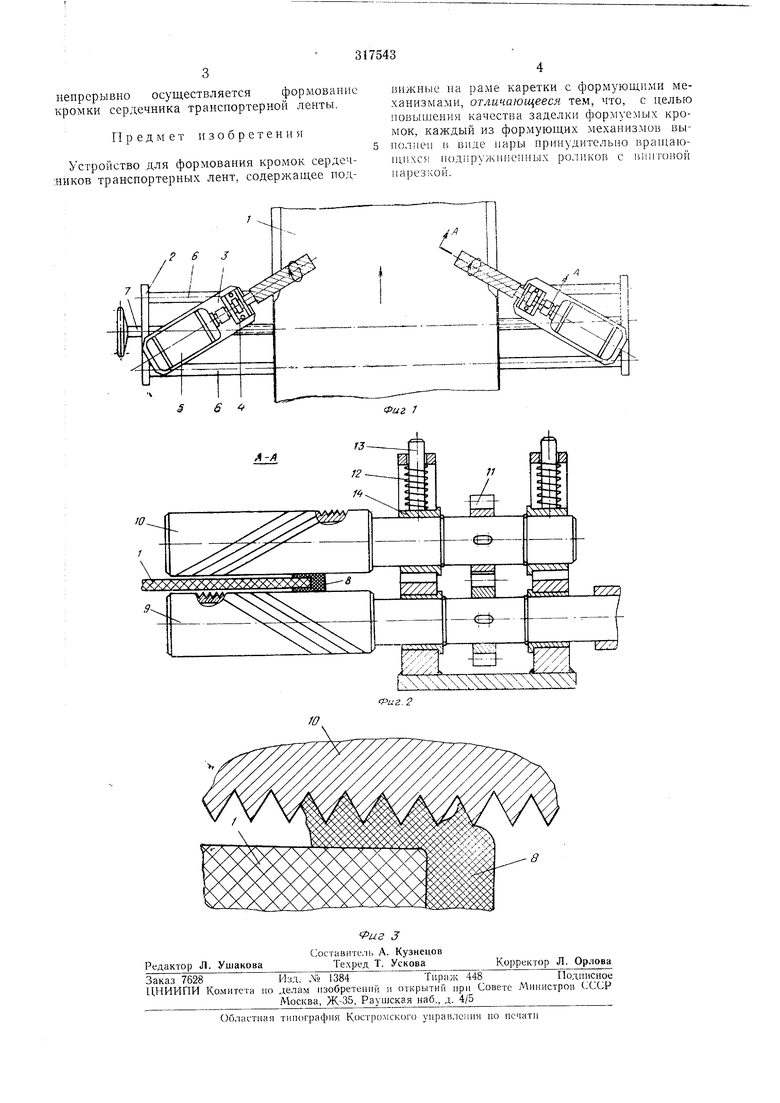
Па фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез по А--А на фиг. 1; на фиг. 3 - часть формующего ролика в момент формования кромок сердечника.
Устройство для формования кромок сердечников / транспортерных лент содержит подвижные на раме 2 каретки 3 с формующими механизмами 4 и приводами 5, перемещающиеся по направляющим 6 с помощью ходового винта 7 при настройке на необходимую щприну сердечника с предварительпо наложенной полоской 8 иевулканизованной резины.
Каждый формующий механизм содержит пару принудительно вращающихся подпружиненных роликов 9 и 10, связанных зубчатой парой }}. Пеобходимое прижатие роликов к сердечнику оеуществляется пружинами J2, установленными на направляющих стержнях 13,выполненных заодно с подщипникамп скольжения 14.
Каждьп формующий ролик имеет винтовую нарезку, при этом ролики каждой пары имеют разностороннее направление нарезки.
После выхода из каландра сердечник / траисиортируолюй лепты с предварительио наложенной на торец нолоской 8 невулканизованной резины прямоугольной формы попадает в зазор мелчду формующими роликами 9 и 10. Края полоски 8 невулканизованной резины захватываются иринудительно вращающимися роликами, с.минаются, заполняя винтовые канавки, которые последовательно, порциями, смещают частицы резины в направлении от торцов к периферии ленты. Одновременно полоска невулканизованной резины прижимаетея к торцу, натягивается, обволакивая кромку сердечника, и таким образом:
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НАЛОЖЕНИЯ полосы МАТЕРИАЛА НА БОРТ СЕРДЕЧНИКА ТРАНСПОРТЕРНОЙ ЛЕНТЫ | 1970 |
|
SU278100A1 |
| УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ КРОМОК РЕЗИНЫ | 1970 |
|
SU283563A1 |
| Устройство для формования бортов транспортной ленты в валковой машине | 1990 |
|
SU1763233A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ БОРТОВ ТРАНСПОРТЕРНОЙ ЛЕНТЫ В ВАЛКОВОЙ МАШИНЕ | 1972 |
|
SU338411A1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| Станок для обертки клиновых ремней | 1986 |
|
SU1409467A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА СЕРДЕЧНИКА ТРАНСПОРТЕРНОЙ ЛЕНТЫ | 1972 |
|
SU327997A1 |
| Устройство для наложения полосы материала на бортовые кромки заготовки сердечника транспортерной ленты | 1977 |
|
SU763141A1 |
| Устройство для опрессовки металлокордных материалов | 1981 |
|
SU979166A1 |
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ КРОМОК РЕЗИНОВЫХ ЛЕНТ НА БОРТА СЕРДЕЧНИКА ТРАНСПОРТЕРНОЙ ЛЕНТЫ | 1973 |
|
SU395277A1 |
