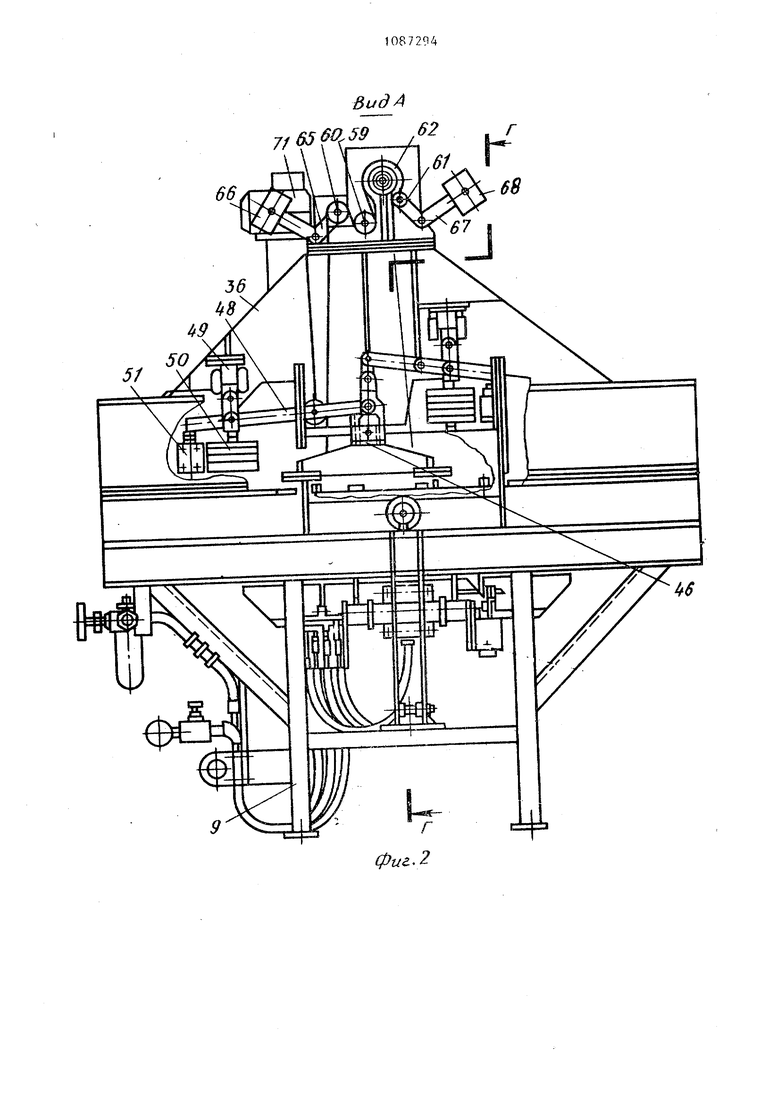
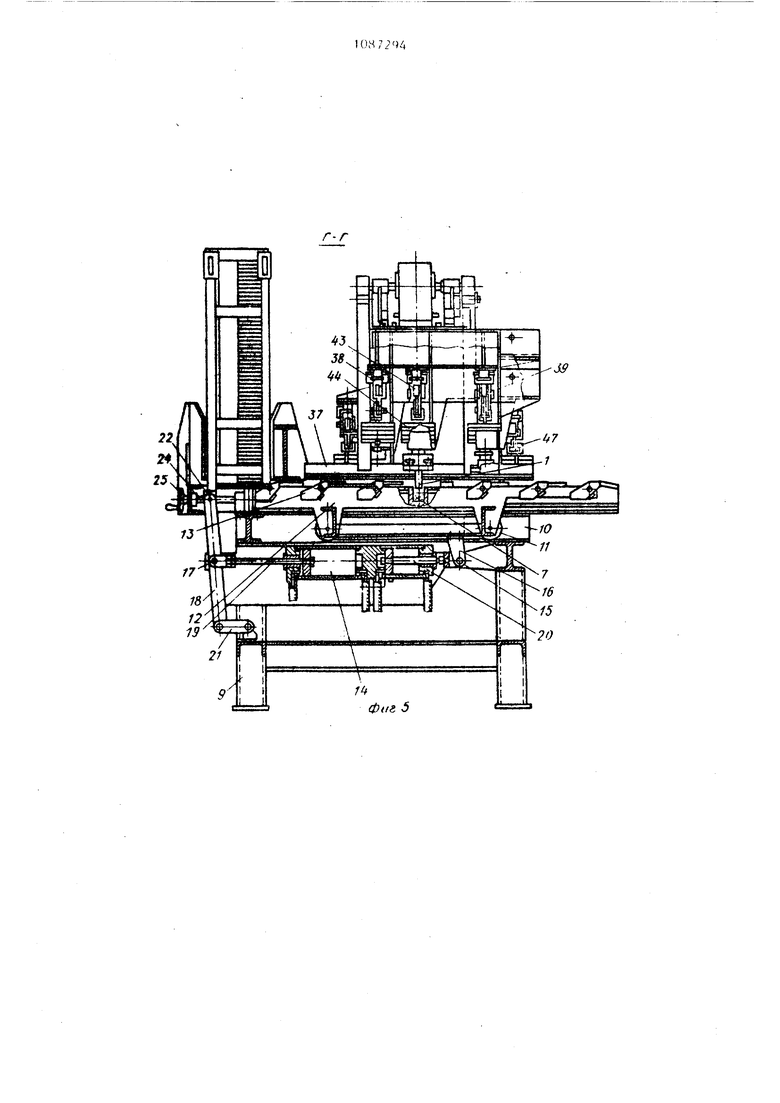
1 Нзобретегиие относится к области электрофизических и электрохимических методов обработки, в частности электрохимическому маркированию деталей. Известно устройство для электрохимического маркирования подвижньм электродом-инструментом изделий, базируемых на столе, в котором вьшо нено окно, эквидистантное электроду инструменту, под которым расположена ванна с электролитом, смачивающи рабочую поверхность электрода-инстр мента в момент смены маркируемых изделий Г 1 Д. Известен также станок электрохимический маркировочный модели А401, содержащий электрод-инструмент с ру ным приводом перемещения, рабочий стол для установки деталей и ванноч ку с электролитом Г2, Недостатками известного устройст ва являются отсутствие механизации и автоматизации процесса клеймения и возможности перенастройки станка при маркировании различных типоразмеров изделия по оси их симметрии. Цель изобретения - упрощение перенастройки станка при маркировании различных типоразмеров изделий по продольной оси их симметрии. Указанная цель достигается тем, что в станке, включающем подвижный электрод-инструмент, стол для изделий с окном, вьтолненным эквидистантно профилю электрода-инструмента, под которым расположена ванна с электролитом, механизм подачи изделий с устройством перенастройки на необходимый типоразмер, привод механизма подачи изделий вьтолнен в виде силового цилиндра двойного действия, левый шток каторого тарнирно Связан с устройством перенаст ройки и с введенной в устройство панелью с конечными выключателями, установленной с возможностью продол ного перемещения и шарнирно укрепле ную на столе станка, а правый шток посредством оси и кронштейна связан с механизмом подачи. На фиг. 1 изображен предлагаемый станок,вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г фиг. 2, промежуточное положение; н фиг. 6 - разрез Д-Д на фиг. 3; на фиг. 7 - разрез Е-Е на фиг. 1. 2 Станок содержит электроды-инструменты I и 2,стол 3 для изделий 4. Стол 3 снабжен окнами 5 и 6 эквидистантными электроду-инструменту 1 и 2 под которыми расположены ванны 7 и 8 с электролитом. Стол 3 установлен на станине 9, снабженной направляющими 10, в которых с помощью колесных пар 11 установлен с возможностью перемещения механизм 12 подачи, снабженный собачками 13 и пневмоцилиндром 14 двойного действия, шарнирно соединенный осью 15 через кронштейн 16 с механизмом 12 подачи, а общей осью 17шарнирно соединен с механизмом 18настройки. Пневмоцилиндр 14 двойного действия содержит левый поршень со штоком 19 и правый поршень со штоком 20. Механизм 18 настройки шарнирно с помощью рычага 21 соединен со станиной 9 и шарнирно с помощью оси 22 соединен с гайкой 23, взаимодействующей с винтом 24, установленным на станине 9 и снабженным рукояткой 25. Механизм 18 настройки снабжен также стрелкой-указателем 26, взаимодействующей с измерительной шкалой 27, установленной на станине 9. Механизм 18 настройки шарнирно с помощью общей оси 17 соединен с панелью 28, которая с помощью ползуна 29 с возможностью подольного перемещения соединена со штангой 30, щарнирно через ось 31 соединенной со станиной 9. На панели 28 установлены конечные выключатели 32 - 34 с возможностью взаимодействия с линейкой 35, установленной на механизм 12 подачи На станине 9 установлена рама 36, снабженная прижимами 37, механизмом 38протирки до клеймения, механизмом 39протирки после клеймения. Электооды-инструменты 1 и 2 с возможностью вертикального перемещения установлены на штоках 40, которые через шарнир 41 и коромысло 42 соединены с магнитом 43 и контргрузом 44. Шток 40 может взаимодействовать с конечным вьжлючателем 45, установленным на раме 36. Прижимы 37 с возможностью вертикального перемещения установлены на DjTOKax 46, которые через шарниры 47и коромысло 48 соединены с магнитами 49 и контргрузом 50. Коромысло 48может взаимодействовать с конеч3ным выключателем 51, уста 1овленным на раме 36. Механизмы 38 и 39 протирки до и после клеймения имеют прижимные рамки 52, которые с возможностью вертикального перемещения установле ны на штоках 53, которые через шарниры 54 и коромысло 55 соединены с магнитом 56 и контргрузами 57. Коро мысло 55 может взаимодействовать с конечным выключателем 58, установленным на раме 36., На раме 36 установлены стационар ные ролики 59, натяжные роликк 60, прижимные ролики 61 и приводные ролики 62 для поддержания, перемещени и натяжения бесконечных протирочных лент 63, огибающих прижимные рамки 52, снабженными прижимными подушками 64. Натяжные ролики 60 установле ны на фигурных коромыслах 65, снабженных контргрузами 66. Прижимные ролики 61 установлены на фигурных коромыслах 67, снабженных контргрузами 68, с возможностью прижима протирочных лент 63 к приводным роликам 62. Приводные ролики 62 установлены на общем выходном валу 69 редуктора 70, приводимого во вращение электро двигателем 71. На станине 9 установлены неподвижные упоры 72, взаимодействующие сменной кассетой 73 для изделий 4, имеющих различные размеры по ширине Станок для электрохимического маркирования работает следующим образом. Сменная кассета 73 с изделиями 4 устанавливается между подподвижными упорами 72. В обе поршневые полости пневмоцилиндра двойного действия по дается сжатый воздух, пневмоцилиндр срабатывает и через кронштейн 16 перемещает механизм 12 подачи, который с помощью собачек 13 перемеща ет одно из изделий 4 из кассеты 73 на один шаг по столу 3. Затем включают магнит 49, которьй через коромысло 48 и щток 46 опускает прижимы 37, которыми изделие 4 прижимается к столу 3. Включают пневмоцилиндр двойного действия на обратный ход и возвращают механизм 12 подачи в исходное положение, при этом собачки 13 и проскакивают под изделием 4. Отключают электромагнит 49, в результате чего прижимы 37 подниАмаются. Вторично подают сжатый воз- . дух в пневмоцилиндр 14 двойного действия и аналогично описанному перемещают изделия 4 еще на дин шаг, при этом первое изделие попадает под бесконечную протироч}1ую ленту 63 механизма 38 протирки до клеймения. Таким же образом, включив еще на два полных хода пневмоцилипдр 14 двойного действия, перемещают изделие 4 по столу 3, в результате чего каждое (из очередных) изделие 4 останавливается соответственно под протирочными лентами 63 механизмов протирки до клеймения 38 и после клеймения 39 и под электродами-инструментами 1 и 2. Вращая винт 24 с помощью рукоятки 25 через механизм 18 настройки, общую ось 17, пневмоцилиндр 14 двойного действия, ось 15, кронштейн 16, механизм 12 подачи и собачки 13, перемещают изделия 4 по столу 3 таким образом, что ось клеймения совпадает с осью изделия для возможности клеймения по оси различньк партий изделий, помещаемых в съемные кассеты 73. Одновременно через общую ось 17 и ползун 29 по штанге 30 перемещается панель 28 с установленными на ней конечными выключателями 32 - 34. На такой же ход, на который перемещается линейка 35, установленная на механизме 12 подачи, возвращают пневмоцилиндр 14 двойного действия в исходное положение, и включают станок в режим автоматического клеймения. Подают сжатый воздух в левую поршневую полость пневмоцилиндра 14 двойного действия, который,перемещаясь относительно левого поршня со штоком Т, перемещает механизм 12 подачи в промежуточное положение (фиг. 5). При этом изделия 4 перемещаются по столу 3 на часть хода, соответствующего ходу левого поршня со штоком, а линейка 35 нажимает на конечный выключатель 33, который дает импульс на включение злектромагнита 43, который через шарнир 41, коромысло 42 с помощью контргруза 44 отпускает электроды-инструменты 1 и 2 через окна 5 и 6, в ванны 7 и 8 с электролитом для смачивания электролитом электродов-инструментов 1 и 2 (фиг. 6). В крайнем нижнем положении шток 40 взаимодействует с конечным выключателем 45, который
дает импульс на подъем электродовинструментов 1 и 2 и на подачу сжатого воздуха в правую поршневую полость пневмоцилиндра 14 двойного действия, перемещаясь относительно правого поршня со штоком 20, перемещает механизм 12 подачи в крайнее правое положение. При этом изделия 4 перемещаются по столу 3 на полный ход, а линейка 35 нажимает на конеч ный выключатель 34, который дает импульс на включение электромагнитой 49, которые через шарниры 47, коромысло 48, с помощью контргрузов 50 прижимами 37 прижимают изделия 4 к столу 3. Коромысло 48 в конце хода взаимодействует с конечньм выключателем 51, который дает импульс на возвращение пневмоцилиядра 14 двойного действия в исходное пол жение, на включение электродвигателя 71 (в течение всех последующих циклов электродвигатель 71 не выключается) , и на включение электромагнитов 56 и электромагнита 43.
При этом одновременно происходят операции: протирочные ленты 63 прижимными подушками 64 прижимаются к изделиям 4 и зачищают места изделий
до и после клеймения, а электродыинструменты прижимаются к изделию А и производят электрохимическое маркирование изделий. Время маркирования задается реле времени (не показано), которое после окончания маркировки дает импульс на отключение всех электролитов. Все механизмы возвращаются в исходное положение. Цикл клеймения повторяется.
Для упрощения перенастройки механизма подачи на определенную заданную ширину изделий 4 пользуются стрелкой-указателем 26, устанавливая ее на соответствукицее деление измерительной шкалы 27.
Благодаря тому, что устройство перенастройки пневматически связано посредством общего шарнира с приводом механизма подачи и с панелью конечных выключателей, значительно упростится процесс перенастройки станка при маркировании различных типоразмеров изделий по продольной оси их симметрии, что дает возможность использовать рабочих более низкой квалификации и уменьшить простои стайка, связанные с наладкой
73
1
ф1Л1
А-
J6


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электрохимической обработки | 1979 |
|
SU852481A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДШЛИФОВКИ МЕСТА КЛЕЙМЕНИЯ В РЕЗИНОВЫХ ПОДОШВАХ | 1968 |
|
SU211358A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| Станок для обработки столярных изделий | 1977 |
|
SU791527A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Станок для электрохимической обработки внутренней поверхности труб | 1974 |
|
SU516495A1 |
| СТАНОК ДЛЯ МНОГООПЕРАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1971 |
|
SU415071A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |




СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ИЗДЕЛИЙ, содержанщй подвижньш электрод-инструмент, стол для изделий с окном, выполненным эквидистантно профилю электрода инструмента, под которым расположена ванна с электролитом, механизм подачи изделий с устройством перенастройки на необходимый типоразмер, отличающийся тем, что, с целью упрощения перенастройки станка при маркировании изделий по продольной оси их симметрии, привод механизма подачи изделий выполнен в виде силового цилиндра двойного действия, левый шток которого шарнирно связан с устройством перенастройки и с введенной в устройство панелью с конечными выключателями, установленной с возможностью продоль ного перемещения и шарнирно укреп(Л ленной на столе станка, а правый шток посредством оси и кронштейна связан с механизмом подачи.
//YY/a
°0 15 3(f
Р liiil/iliiliiliiyo
/уУЛ .
ФигЛ
J
S9
фи& 5 д-д
фиг. 6 Ось клейпени)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU390905A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДОГРЕВАНИЯ ВОЗДУХА ПРИ НАЛОЖЕНИИ ПНЕЙМОТОРАКСА | 1925 |
|
SU4401A1 |
| Паспорт, 1974 (прототип). | |||
