Изобретение относится к машиностроению, в частности к тяжелому и металлургическому машиностроению, к судостроению и может быть использовано, например, при выполнении соединений прокатных валков, гребных винтов.
Известен способ напряженного бесшпоночного соединения конического вала с втулкой, состояший в яапрессовке втулки на вал с одновременным нагнетанием в полость между втулкой и валом жидкости под высоким давлением.
Недостатки указанного известного способа заключаются в необходимости изготовления сопряженных конических поверхностей втулки и вала по высоким классам точности и чистоты И в значительном расходе энергии для нагнетания жидкости из-за утечек ее по торцам втулки. Иастоящ.им изобретением устраняются указанные недостатки.
Это достигается тем, что перед напрессовкой втулки на вал, на торцах устанавливают уплотнения, при этом для повышения надежности уплотнений на втулках предварительно выполняют выточки.
динение только с конической унлотняюш,еи поверхностью и цельной втулкой.
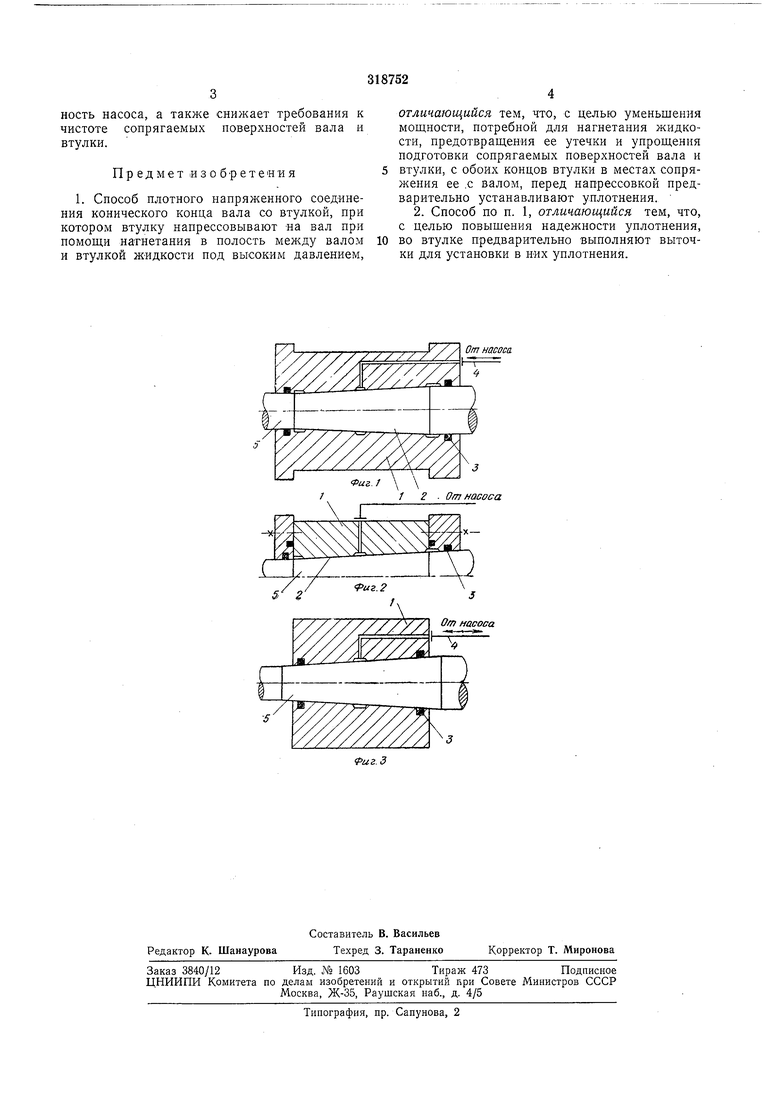
Описываемый способ осуш;ествления напряженного конического соединения состоит в Следующем. Втулку / с коническим отверстием 2 и смонтированными концевыми гидравлическими уплотнениями 3 при помощи гидропровода 4 от иасоса высокого давления напрессовывают на вал с конической поверхпостью 5, сопряженной с поверхностью отверстия 2 втулки /, до посадки обеих ее концевых уплотнений 3 «а уплотняемые поверхности вала. После этого в образовавшуюся замкнутую полость между коническими поверхностями и уплотнениями через гидропровод 4 нагнетают под высоким давлением жидкость; в результате диаметр вала сжимается, а втулка расширяется, что позволяет глубже запрессовать втулку на вал.
При снятии давления, вследствие упругости металлов вала и втулки, они стремятся восстановить свои первоначальные размеры, благодаря чему посадка втулки на вал оказывается весьма плотной и прочной, способной
выдерживать передачу значительных крутящих моментов. Наличие уплотнений по торцам втулки не позволяет нагнетаемой в полость между валом и втулкой жидкости протекать через торцы втулки, что снижает расность насоса, а также снижает требования к чистоте сопрягаемых поверхностей вала и втулки.
Предмет и з о б р е т е « и я
1. Способ плотного напряженного соединения конического конца вала со втулкой, при котором втулку напрессовывают на вал при помощи нагнетания в полость валом и втулкой жидкости под высоким давлением.
отличающийся тем, что, с целью уменьшения мощности, потребной для нагнетания жидкости, предотвращения ее утечки и упрощения подготовки сопрягаемых поверхностей вала и втулки, с обоих концов втулки в местах сопряжения ее .с валом, перед напрессовкой предварительно устанавливают уплотнения.
2. Способ по п. 1, отличающийся тем, что, с целью повышения надежности уплотнения, во втулке предварительно выполняют выточки для установки в них уплотнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1625652A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1801726A1 |
| Устройство для сборки запрессовкой деталей типа вал - втулка | 1990 |
|
SU1745494A2 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1523300A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1987 |
|
SU1507559A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ КОЛЕСНОЙ ПАРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329478C1 |
| ЦИЛИНДРИЧЕСКИХ ВТУЛОК НА оси | 1970 |
|
SU258835A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| БИМЕТАЛЛИЧЕСКАЯ ГАЙКАВоеооюзнаяиат«нтг:0-тг;:м;;ч-?скаяЙ.-^^5лно-е.:5,ММ, | 1970 |
|
SU262547A1 |
| Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка | 1991 |
|
SU1810269A1 |
От насоса
///У/ О{п насоса
