Известен способ определения коэффициента трения нри волочении труб на самоустанавливающейся оправке, заключающийся в том, что измеряют усилие волочения и горизонтальное усилие, действующее на волоку в радиальном направлении, и по величине этих усилий рассчитывают коэффициент трения на контактной поверхности металл-волока.
Предлагаемый способ отличается от известных тем, что оправку выполняют в форме тел а вращения с продольным профилем в виде участка кривой линии, например окружности, определяют координату места контакта профиля оправки с трубой, рассчитывают величину тангенса угла наклона касательной к профилю в месте контакта к оси оправки и принимают полученную величину за величину коэффициента трения. Это создает условия для определения коэффициента трения между внутренней поверхностью трубы и оправкой.
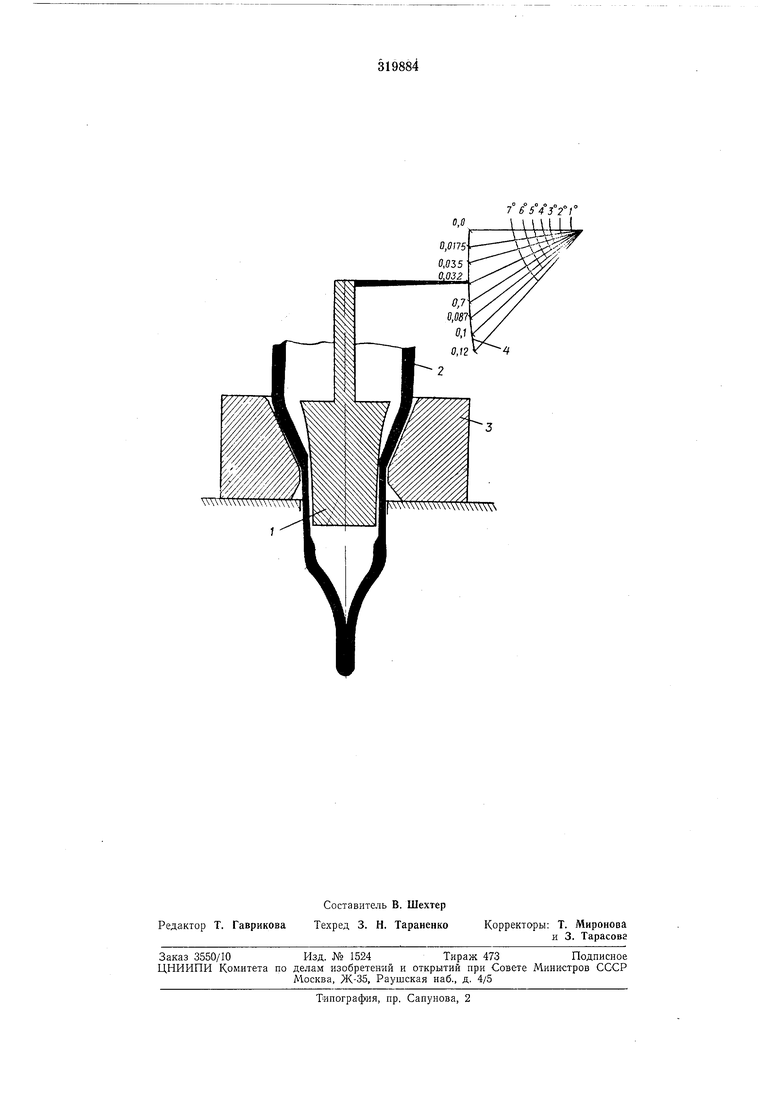
Способ поясняется чертежом.
Оправку 1 для волочения выполняют в форме тела вращения с продольным профилем в виде участка кривой линии, например окружности. На этой самоустанавливающейся оправке производят волочение трубы 2 через обычную волоку 3.
давления, действующих со стороны деформируемого металла на оправку, последняя занимает определенное положение в очаге деформации. Углом трения в данном случае угол между касательной к контактной поверхности оправки и осью волочения. Коэффициент трения определяется как тангенс этого угла. Для определения величины тангенса этого угла определяют координату места контакта профиля оправки с трубой, например, с помощью копира 4, жестко установленного у волочительного стана.
Предмет изобретения
Способ определения коэффициента трения при волочении труб на самоустанавливающейся оправке, при котором определяют угол треН1ЛЯ, отличающийся тем, что, с целью определения коэффициента трения между внутренней поверхностью трубы и оправкой, оправку выполняют в форме тела вращения с продольным профилем в виде участка кривой линии, например окружности, определяют координату места контакта профиля оправки с трубой, рассчитывают величину тангенса угла наклона касательной к профилю в месте контакта к оси оправки и принимают полученную величину за величину коэффициента трения.
7° в 5°4°3°2 1°
0,0
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоустанавливающаяся оправка для протягивания труб через волоку | 1975 |
|
SU537726A1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Устройство для волочения полосовых профилей | 1984 |
|
SU1291224A1 |
| Самоустанавливающая оправка для волочения труб | 1977 |
|
SU632425A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| Самоустанавливающаяся профильнаяОпРАВКА | 1979 |
|
SU816604A1 |
| Способ изготовления труб в форме усеченного конуса и устройство для осуществления способа | 2019 |
|
RU2709076C1 |
| Самоустанавливающаяся оправка для волочения труб | 1980 |
|
SU954135A1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
