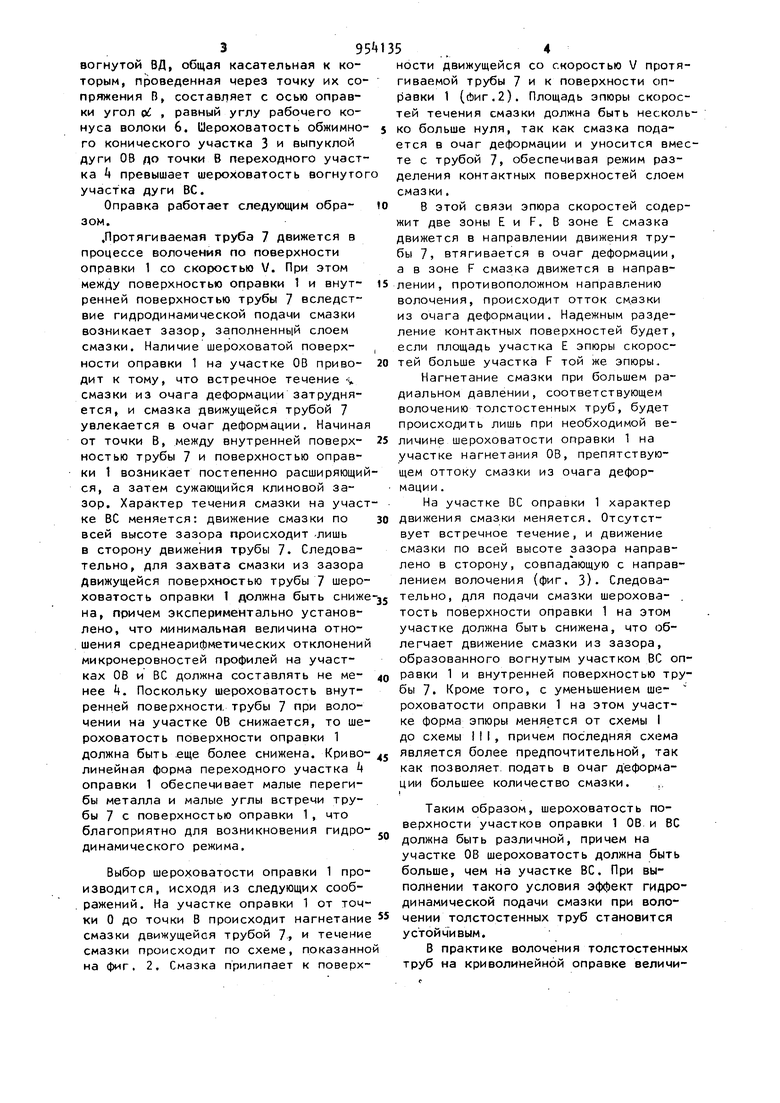
Изобретение относится к волочению труб. Наиболее близкой по технической сущности к предлагаемой является само устанавливающаяся оправка для волочения труб, включающая обжимной коничес кий участок, переходный участок, обра эующая которого выполнена в виде выпуклой и вогнутой дуг кривой l. Недостатком известной оправки является то, что при волочении толстостенных труб режим гидродинамического трения нарушается, а это приводит к снижению качества труб и производительности процесса. Цель изобретения - повышение качества толстостенных труб и производительности процесса. Поставленная цель достигается тем, что в известной самоустанавливающейся оправке для волочения труб, включающей обжимной конический и калибрующий участки, переходный участок, обра- , зующая которого выполнена в виде выпуклой, и вогнутой дуг кривой, шероховатость обжимного Уонического участка и выпуклой дуги переходного у #аст- , ка оправки до точки, сопряжения выпук-, лой и вогнутой дуг крйвой больше шеь роховаюсти вогнутой дуги того же участка. Кроме того, отношение величин шероховатостей составляет не менее четырех. На фиг. 1 изображен очаг деформации при волочении труб; на фиг. 2 эпюра скоростей течения смазки при волочении для участка оправки ОВ; на фиг. 3 - то же, для участка ки ВС. Оправка 1 состоит из свободного цилиндрического участка 2, конического обжимного 3, переходного k и калибрующего участка 5. Образующая переходного участка k имеет форму сопряженхых дуг кривой выпуклой АВ и
вогнутой ВД, общая касательная к которым, проведенная через точку их сопряжения В, составляет с осью оправки угол cf. , равный углу рабочего конуса волоки 6. Шероховатость обжимного конического участка 3 и выпуклой дуги ОВ до точки В переходного участка Ц превышает шероховатость вогнутог участка дуги ВС.
Оправка работает следующим образом.
.Протягиваемая труба 7 движется в процессе волочения по поверхности оправки 1 со скоростью V. При этом между поверхностью оправки 1 и внутренней поверхностью трубы 7 вследствие гидродинамической подачи смазки возникает зазор, заполненный слоем смазки. Наличие шероховатой поверхности оправки 1 на участке 03 приводит к тому, что встречное течение v смазки из очага деформации затрудняется, и смазка движущейся трубой 7 увлекается в очаг деформации. Начиная от точки В, между внутренней поверхностью трубы 7 и поверхностью оправки 1 возникает постепенно расширяющийся, а затем сужающийся клиновой зазор. Характер течения смазки на участке ВС меняется: движение смазки по всей высоте зазора происходит -лишь в сторону движения трубы 7. Следовательно, для захвата смазки из зазора движущейся поверхностью трубы 7 шероховатость оправки 1 должна быть сниже на, причем экспериментально установлено, что минимальная величина отношения среднеарифметических отклонений микронеровностей профилей на участках 08 и ВС должна составлять не менее k. Поскольку шероховатость внутренней поверхности, трубы 7 при волочении на участке 08 снижается, то шероховатость поверхности оправки 1 должна быть .еще более снижена. Криволинейная форма переходного участка k оправки 1 обеспечивает малые перегибы металла и малые углы встречи трубы 7 с поверхностью оправки 1, что благоприятно для возникновения гидродинамического режима.
Выбор шероховатости оправки 1 производится, исходя из следующих соображений. На участке оправки 1 от точки О до точки В происходит нагнетание смазки движущейся трубой 7, и течение смазки происходит по схеме, показанно на фиг. 2, Смазка прилипает к поверхности движущейся со скоростью V протягиваемой трубы 7 и к поверхности оправки 1 (йиг.2). Площадь эпюры скоростей течения смазки должна быть несколко больше нуля, так как смазка подается в очаг деформации и уносится вмете с трубой 7 обеспечивая режим разделения контактных поверхностей слоем смазки,
В этой связи эпюра скоростей содержит две зоны Е и F. В зоне Е смазка движется в направлении движения трубы 7, втягивается в очаг деформации, а в зоне F смазка движется в направлении, противоположном направлению волочения, происходит отток смазки из очага деформации. Надежным разделение контактных поверхностей будет, если площадь участка Е эпюры скоростей больше участка F той же эпюры.
Нагнетание смазки при большем радиальном давлении, соответствующем волочению толстостенных труб, будет происходить лишь при необходимой величине шероховатости оправки 1 на участке нагнетания ОБ, препятствующем оттоку смазки из очага деформации .
На участке ВС оправки 1 характер движения смазки меняется. Отсутствует встречное течение, и движение смазки по всей высоте зазора направлено в сторону, совпадающую с направлением волочения (фиг. 3). Следовательно, для подачи смазки шерохова- . тость поверхности оправки 1 на этом участке должна быть снижена, что облегчает движение смазки из зазора, образованного вогнутым участком ВС оправки 1 и внутренней поверхностью трубы 7. Кроме того, с уменьшением шероховатости оправки 1 на этом участке форма эпюры меняется от схемы I до схемы III, причем последняя схема является более предпочтительной, так как позволяет, подать в очаг деформации большее количество смазки.
Таким образом, шероховатость поверхности участков оправки 1 ОВ.и ВС должна быть различной, причем на участке ОВ шероховатость должна быть больше, чем на участке ВС. При выполнении такого условия эффект гидродинамической подачи смазки при волочении толстостенных труб становится устойч ивым.
В практике волочения толстостенных труб на криволинейной оправке величи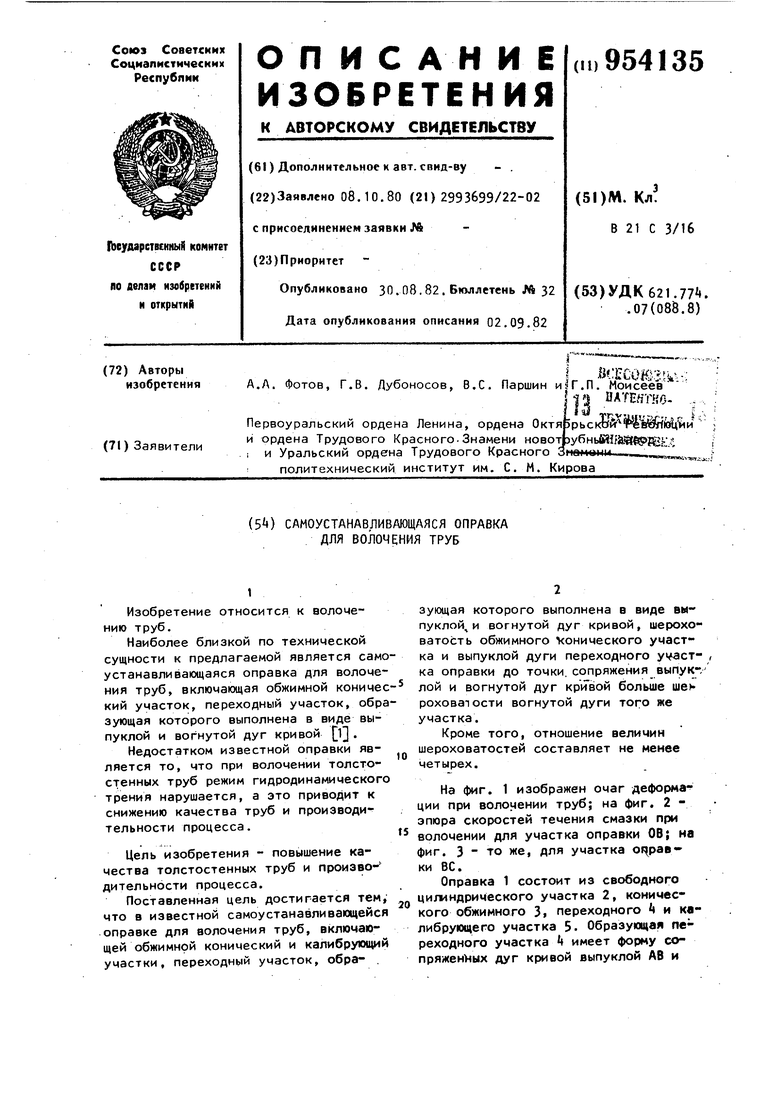

| название | год | авторы | номер документа |
|---|---|---|---|
| Самоустанавливающаяся оправка для протягивания труб через волоку | 1975 |
|
SU537726A1 |
| Оправка для пилигримовой прокатки труб | 1977 |
|
SU659216A1 |
| Оправка для волочения труб | 1989 |
|
SU1616745A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Оправка для холодной прокатки труб | 1979 |
|
SU789172A1 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| Самоустанавливающаяся профильнаяОпРАВКА | 1979 |
|
SU816604A1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| Оправка для волочения труб | 1975 |
|
SU546405A1 |
