(54) САМОУСТАНАВЛИВАЮЩАЯСЯ ПРОФИЛЬНАЯ ОПРАВКА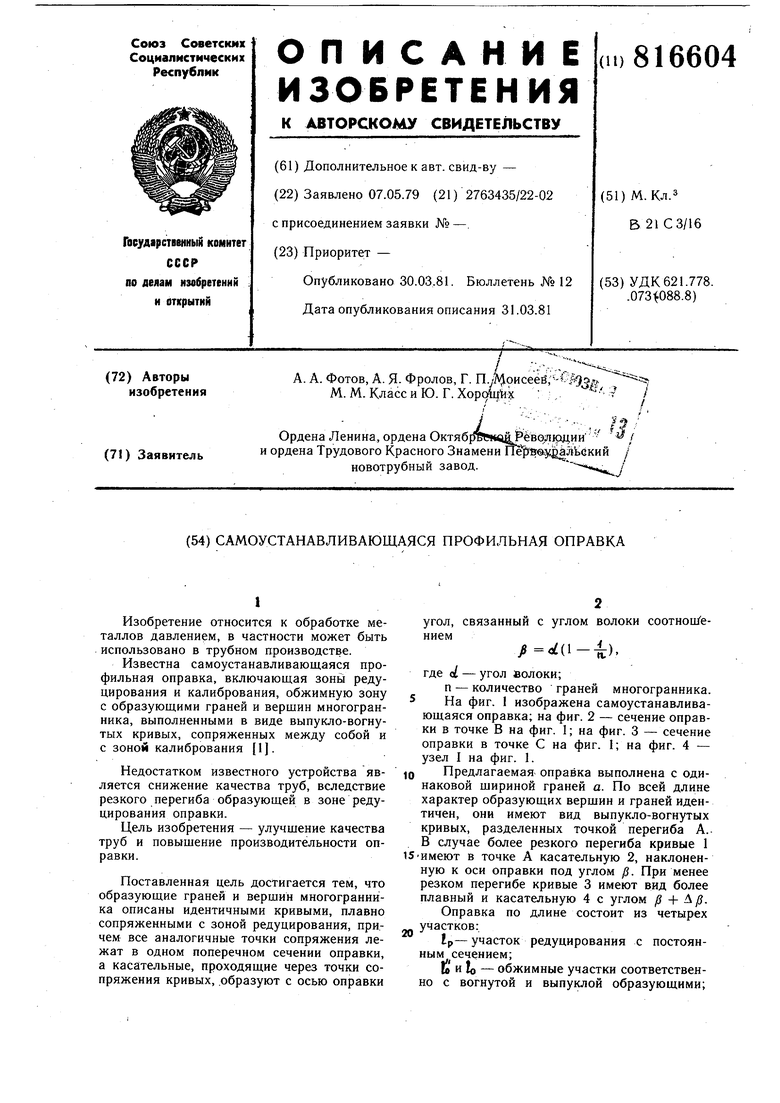
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоустанавливающаяся оправка для волочения труб | 1980 |
|
SU954135A1 |
| Самоустанавливающаяся оправка для протягивания труб через волоку | 1975 |
|
SU537726A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Оправка для пилигримовой прокатки труб | 1977 |
|
SU659216A1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Оправка для периодической прокатки труб | 1978 |
|
SU768501A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
1
Изобретение относится к обработке металлов давлением, в частности может быть использовано в трубном производстве.
Известна самоустанавливающаяся профильная оправка, включающая зоны редуцирования и калибрования, обжимную зону с образующими граней и верщин многогранника, выполненными в виде выпукло-вогнутых кривых, сопряженных между собой и с зоной калибрования 1.
Недостатком известного устройства является снижение качества труб, вследствие резкого перегиба образующей в зоне редуцирования оправки.
Цель изобретения - улучщение качества труб и повыщение производительности оправки.
Поставленная цель достигается тем, что образующие граней и верщин многогранника описаны идентичными кривыми, плавно сопряженными с зоной редуцирования, причем все аналогичные точки сопряжения лежат в одном поперечном сечении оправки, а касательные, проходящие через точки сопряжения кривых, образуют с осью оправки
угол, связанный с углом волоки соотноц/ением
У(1-).
где d - угол волоки;
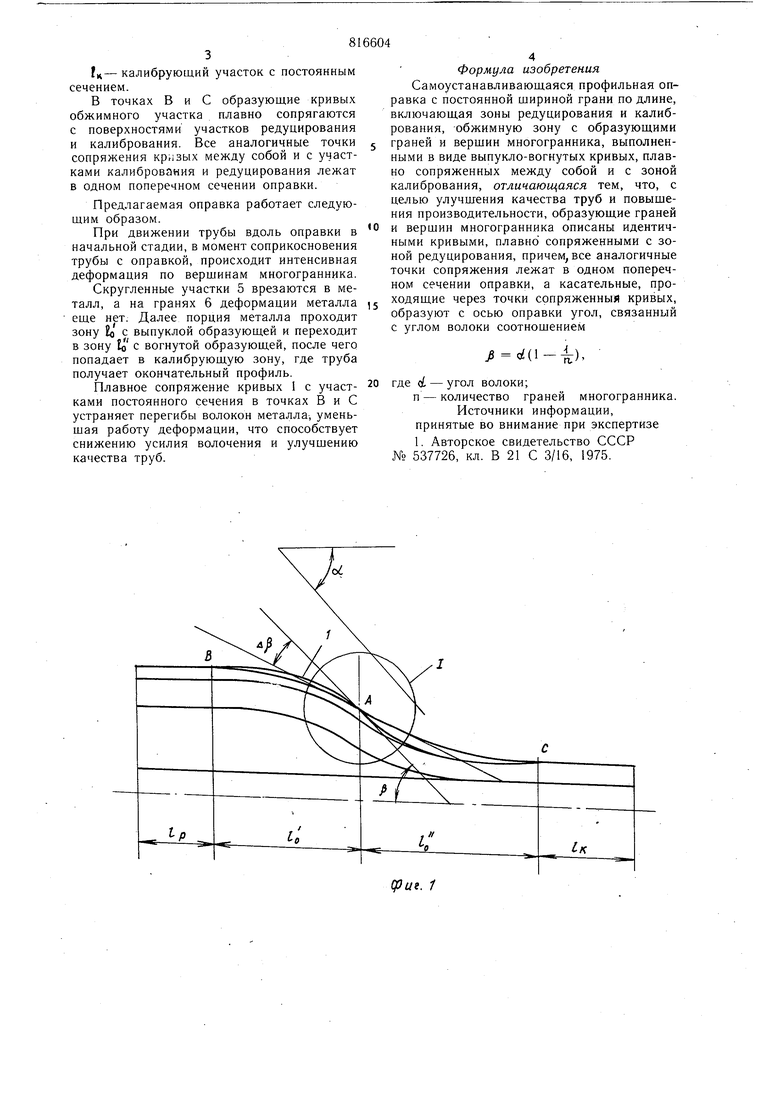
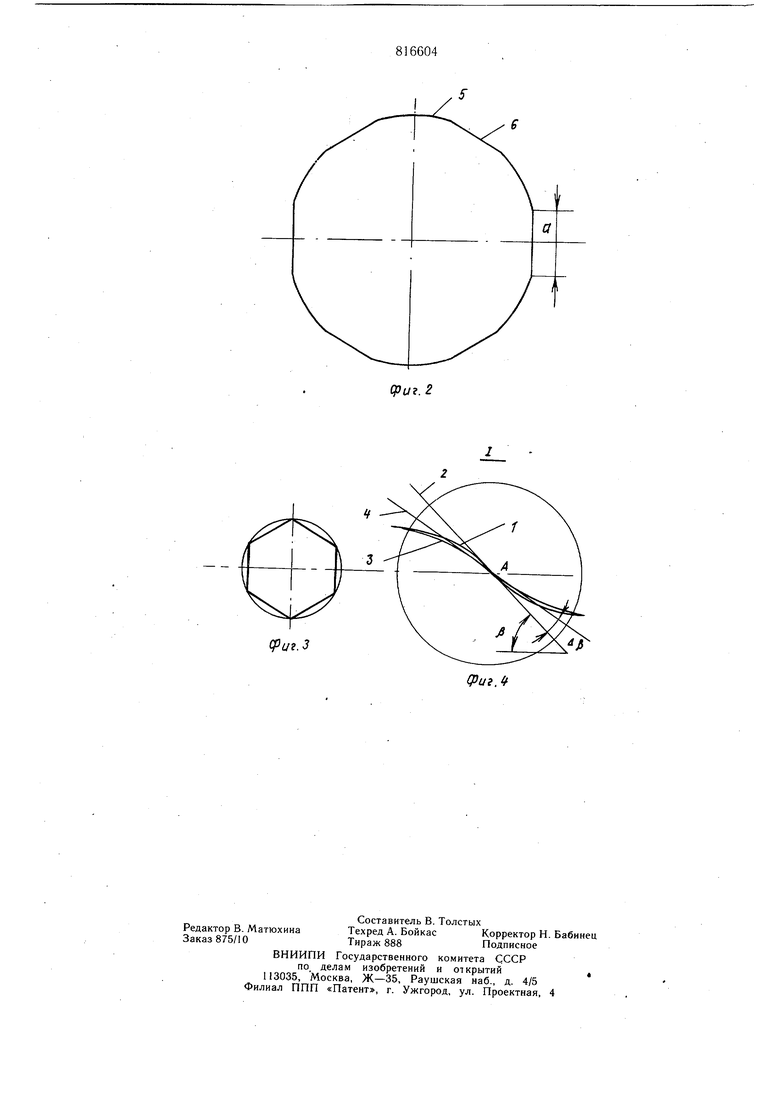
п - количество граней многогранника. На фиг. 1 изображена самоустанавливающаяся оправка; на фиг. 2 - сечение оправки в точке В на фиг. 1; на фиг. 3 - сечение оправки в точке С на фиг. 1; на фиг. 4 - узел I на фиг. 1.
Предлагаемая оправка выполнена с одинаковой щириной граней а. По всей длине характер образующих верщин и граней идентичен, они имеют вид выпукло-вогнутых кривых, разделенных точкой перегиба А. В случае более резкого перегиба кривые 1 Имеют в точке А касательную 2, наклоненную к оси оправки под углом /. При менее резком перегибе кривые 3 имеют вид более плавный и касательную 4 с углом Д + АД.
Оправка по длине состоит из четырех участков:
ip-участок редуцирования с постоянным сечением;
Ь и о- обжимные участки соответственно с вогнутой и выпуклой образующими; к-калибрующий участок с постоянным сечением. В точках В и С образующие кривых обжимного участка плавно сопрягаются с поверхностями участков редуцирования и калибрования. Все аналогичные точки сопряжения кр;1зых между собой и с участками калибрования и редуцирования лежат в одном поперечном сечении оправки. Предлагаемая оправка работает следующим образом. При движении трубы вдоль оправки в начальной стадии, в момент соприкосновения трубы с оправкой, происходит интенсивная деформация по вершинам многогранника. Скругленные участки 5 врезаются в металл, а на гранях 6 деформации металла еще нет. Далее порция металла проходит зону Ео с выпуклой образующей и переходит в зону с вогнутой образующей, после чего попадает в калибрующую зону, где труба получает окончательный профиль. Плавное сопряжение кривых 1 с участками постоянного сечения в точках В и С устраняет перегибы волокон металла, уменьшая работу деформации, что способствует снижению усилия волочения и улучшению качества труб. Формула изобретения Самоустанавливающаяся профильная оправка с постоянной шириной грани по длине, включающая зоны редуцирования и калибрования, обжимную зону с образующими граней и верщин многогранника, выполненными в виде выпукло-вогнутых кривых, плавно сопряженных между собой и с зоной калибрования, отличающаяся тем, что, с целью улучшения качества труб и повышения производительности, образующие граней и верщин многогранника описаны идентичными кривыми, плавно сопряженными с зоной редуцирования, причем, все аналогичные точки сопряжения лежат в одном поперечном сечении оправки, а касательные, проходящие через точки сопряженный кривых, образуют с осью оправки угол, связанный с углом волоки соотнощением j8 o((l--). где flt - угол волоки; п - количество граней многогранника. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 537726, кл. В 21 С 3/16, 1975.
(рцг.З
фиг.If
