Изобретение относится к холодильному машиностроению, а именно- к устройствам для сборки и испытания клананов поршневых компрессоров.
Известна установка для сборки и испытания клапана, содержащая автоматический сборочный пресс с подвижным относительно осно ваниЯ нажимным устройством и ,стол для постановки .клапана с расположенными на его входе и выходе камерами, подключенными к пневмасистеме контроля.
В предложенной установке стол сочленен с основанием цри помощи шарового шарнира, а входная камера размещена в торце нажимного устройства и снабжена элементами для ее автоматического уплотнения.
Такое выполнение позволяет повысить надежность установки.
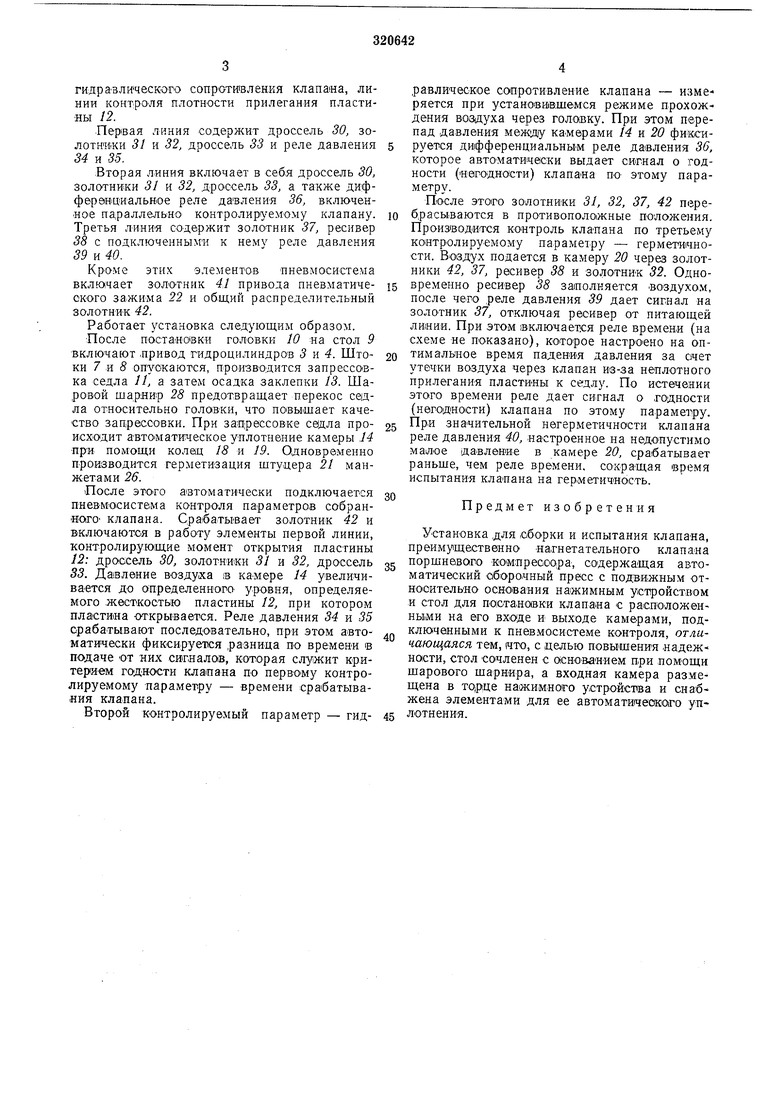
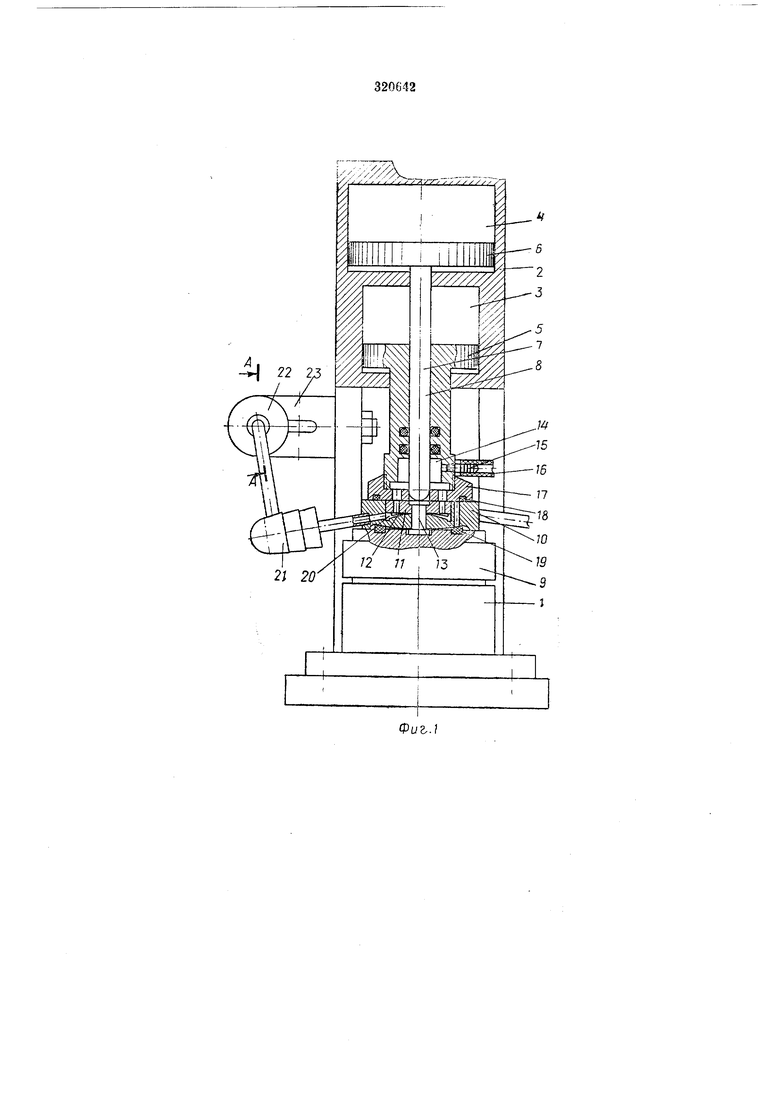
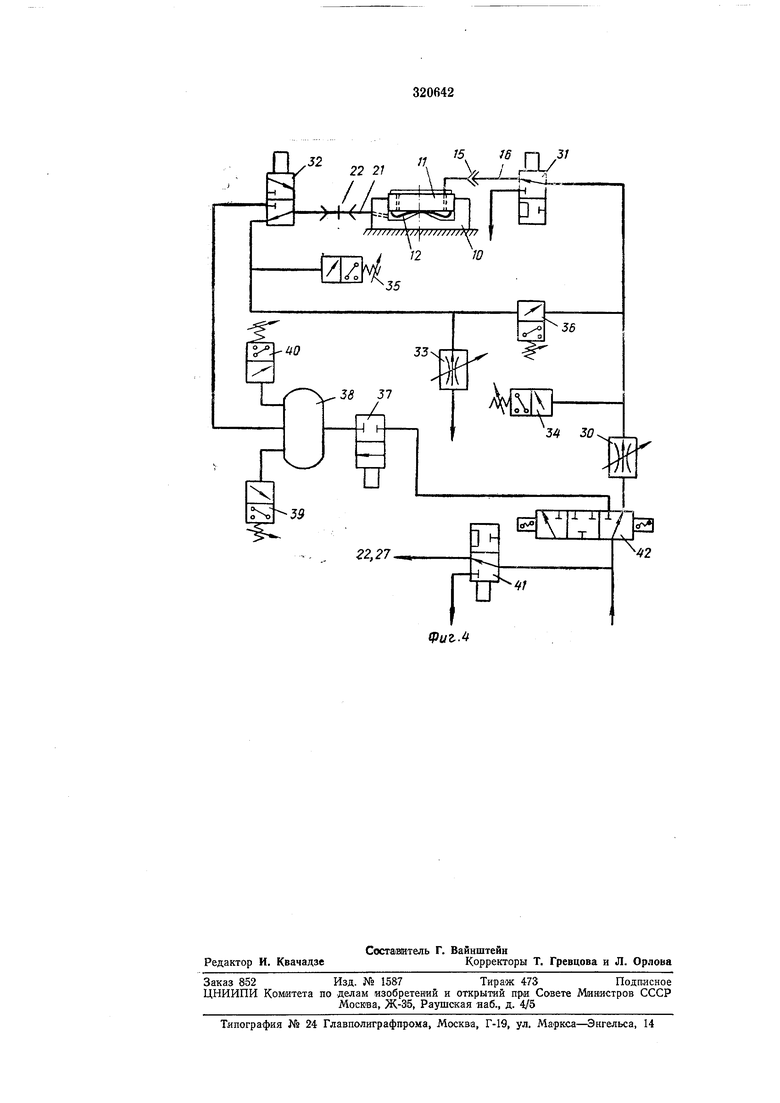
На фиг. 1 изображен оборонный пресс, общий вид; на фит. 2 - основание и стол пресса; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - принципиальная схема пневмосистемы контроля клапана.
Литоматиместсий сборочный пресс содержит основание / с корпусом 2, s котором расположены гидроцилиндры 3 и 4 подвижного относительно основания нажимного устройства, вклЮ1чающего поршни 5 и 5 -со штоками 7 ц 8. Стол 9 служит для постановки головки 10 цилиндра с седло.м // и «лапанной пластиной
12. Шток 7 предназначен для запрессовки седла 11 в головку 10, а шток 8 служит для осадки заклепки 13, скрепляющей седло 11 и пластину 12 с головкой 10. Входная камера 14 клапана расположена в торце штока 7 и подключена к пневмосистеме контроля клапана при помощи штуцера 15 и трубки 16. На конце штока 7 укреплен наконечник 17 с уплотнительным кольцом 18. Между головкой 10 и столом 9 помещено yПv oтнитeльнoe кольцО 19. Кольца 18 и 19 предназначены для автоматического уплотнения входной камерыклапана. Выходная камера 20 клапана подключена к пневмосистеме при помощи штуцера 21.
Для быстрого и герметичного соединения применен пневматический зажим 22, установленный на корпусе 2 при помощи разрезного кронштейна 23 и состоящей из патрубка 24, шарнирно закрепленного на кро-нщтейне 23 посредством резинотканевого рукава 25, и упругих манжет 26, деформируемых сжатым воздухом, подводимым через отверстие 27. Стол 9 сочленен с основанием / при помощи шарового шарнира 28 и пружины 29, создающей натяг в соединении между столом и основанием.
Пневматигаеская система контроля состоит из трех основных линий для испытания клапана по трем параметрам; линии измерения момента открытия пластины 12, линии измерения
гидразлического сопротивления клапана, линии контроля плотности прилегания пластины 12.
.Пер1вая линия содержит дроссель 30, золотники 31 и 32, дроссель 33 и реле давления 34 и 35.
Вторая линия включает в себя дроссель 30, золотни-ки 31 и 32, дроссель 33, а также дифферэнциальное реле давления 36, включен«ое параллельно контролируемому клапану, Третья линия содержит золотник 37, ресивер
38с подключенными к нему реле давления
39и 40.
КрОме этих элементов пневмосистема вклЕОчает золотник 41 привода пневматичеокого зажима 22 и общий распределительный золотник 42.
Работает установка следующим образом.
После постаиощки головки 10 «а стол 9 включают лривод гидроцилиндров 5 и . Штоки 7 .и S опускаются, производится запрессОВка седла //, а затем осадка заклепки 13. Шаровой шарнир 28 предотвращает перекос седла относительно головки, что повышает качество запрессоеки. При запрессовке сйдла происходит аБто1матическое уплотнение камеры ,14 при помощи колец 18 и 19. Одновременно производится герметизация штуцера 21 манжетами 26.
После этого автоматически подключается пнев-мосистема контроля параметров собранного клапана. Срабатывает золотник 42 и включаются в работу элементы первой линии, контролирующие момент открытия пластины 12: дроссель 30, золотники 31 и 32, дроссель 33. Давление воздуха IB камере 14 увеличивается до определенного- уровня, определяемого жесткостью пластины 12, при котором пластида открывается. Реле давления 34 и 35 срабатывают последовательно, при этом автомати чески фик-сируетюя разница по времени в подаче от них сигналов, которая служит кр.итерием годности клапана по первому контролируемому параметру - времени срабатывания клалана.
Второй контролируемый параметр - гидравлическое сопротивление клапана - измеряется при установившемся режиме прохождения воздуха через голо;вку. При этом перепад давления меж1ду камерами 14 и 20 фиксируется дифференциальным реле давления 36, которое автоматически выдает сигнал о годности (Негодности) клапана ао этому параметру.
После ЭТ01ГО золотники 31, 32, 37, 42 пиребрасььваются в противоположные положения. Производится контроль клапана по третьему контролируемому параметру - герметичности. Воздух подается в камеру 20 через золотники 42, 37, ресивер 38 и золотник 32. Одновременно ресивер 38 заполняется воздухом, после чето реле давления 39 дает сигнал на золотник 37, отключая ресивер от питающей линии. При этом включается реле времени (на схеме не показаио), которое настроено на оптимальное время падения давления за очет утечки воздуха через клапан из-за неплотного прилегания пластины к седлу. По истечении этого времени реле дает сигнал о годности (негодности) клапана по этому параметру. При значительной негерметичности клапана реле давления 40, настроенное на недопустимо малое давлен1ие в камере 20, срабатывает раньше, чем реле времени, сокращая время испытания клапана на герметичность.
Предмет изобретения
Установка для ,сборки и испытания клапана, преимущественно нагнетательного клапана поршневого компрессора, содержащая автоматический оборочный пресс с подвижным относительно основания нажимным устройством и стол для постановки клапана с расположенными на его входе и выходе камерами, подключенными к пневмосистеме контроля, отличающаяся тем, (ЧТО, с делью повышения надежности, стол сочленен с осно-ванием при помощи шарового шарнира, а входная камера размещена в торде нажимного устройства и снаб жена элементами для ее автоматического уплотнения.
Г5
-9
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления гидропрессом | 1990 |
|
SU1766642A1 |
| ПРИБОР ДЛЯ СКЛЕРОМЕТРИЧЕСКИХ ИССЛЕДОВАНИЙ | 1998 |
|
RU2147735C1 |
| ПНЕВМОЦИЛИНДР УДАРНОГО ДЕЙСТВИЯ | 1970 |
|
SU261078A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВЫПРЕССОВКИ ИЛИ ЗАПРЕССОВКИ ВТУЛОК | 2020 |
|
RU2738714C1 |
| Рыхлитель | 1987 |
|
SU1645399A1 |
| Автоматическая линия для сборки роликов | 1974 |
|
SU676415A1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ ДЛЯ ВЫПРЕССОВКИ ИЛИ ЗАПРЕССОВКИ ВТУЛОК | 2020 |
|
RU2735405C1 |
| ПРЕСС ГЛАДИЛЬНЫЙВСЕСОЮЗНАЯ11 | 1971 |
|
SU309083A1 |
| Устройство для мгновенной отдувки отфильтрованного осадка с дисков вакуум-фильтра | 1988 |
|
SU1611391A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПЕРЧАТОК И РУКАВИЦ | 1971 |
|
SU295832A1 |
А-А
26 2U 2/
Ь 22 2/
f-Л-П / 2/5
/ш
111
.38 37
15 JS
3f
П /
/////////V//j/////////Y//
33/
34 30
2
22,27
tpui.
