Изобретение относится к металлургии, и может быть использовано при производстве стали, в частности при ее сифонной разливке
Цель изобретения - повышение выхода годного за счет коррекции скорости разливки в зависимости от температуры разливаемого металла.
Способ сифонной разливки стали с использованием многоместных поддонов включает перемещение ковша с металлом емкостью 100-200 т вдоль фронта центровых и заливку установленных на поддонах изложниц с тремя изменяющимися по высоте каждой изложницы скоростями, при этом все центровые делят на три группы, причем в первой группе, состоящей из 10-15%, и у третьей, состоящей из 20-30% общего количества центровых, скорость заливки излож- ниц по высоте всех трех участков увеличивают соответственно в 1,15-1,21 и
1,15-1,32 раза по сравнению со скорость.о заливки аналогичных участков изложниц второй группы центровых.
Количество центровых в I и И группах и пределы увеличения скоростей заполнения трех участков каждой изложницы в первой и третьей группах центровых определены эксперимен гально.
Заполнение каждого из трех участков изложниц с увеличенной в 1,15-1,21 раза скоростью менее, чем у 10% центровых первой группы, приводит к увеличению части холодного металла, разливаемого с уменьшенной скоростью, что повышает брак слитков вследствие локальных заворотов утеплительной смеси и сильного развития усадочных дефектов, а заполнение с этой скоростью каждого из трех участков изложниц более, чем у 15% центровых приводит к разливке с повышенной скоростью части го
рячего металла, что создает условия для образования продольных трещин.
Заливка всех трех участков по высоте каждой изложницы у этого количества центровых - группы со скоростью, превышаю- щей скорость ззл лзка- аналогичных участков изложниц у центровых эторой группы, менее, чем в 1,16 раза, также нызыв-гет п слитках э a B pjJ si tf f SrAei ли тельной смеси и сильное .развитае-усэдо.чмых дефектов, s за- лмвке со с:;оро,стыо, превышающей скорость залм вки аналогичных участков центровых второй группы, более, чем з 1,21 раза, вызывает в с/титкгх появление продольных трешки вследствие размыва фор- мирующзйсР хором ки интенсивными конвактимнь:; и/ потоками.
Заполнение каждого из трех участков изложниц менее, у 20% центровых третьей группы с увеличенной соответст- GSHHO в 1,15-1,32 раза скоростью заливки, приводит к увеличению части холодного металла, разливаемого с пониженной скоростью, что увеличивает брак слитков по заворотам утеплительной смеси м уездом- ным дефектам, а заполнение с этой скоростью каждого из трех участков изложниц Зслее, чем у 30%-центропых, приводит к увеличению чести гооячеги металла, разли- вгемого с увели -:я;- - ой скоростью, что ведет к образованию в плитках продольных трещин.
Заливка трех участков по высоте каждой изложницы у итого количества центровых третьей группы со скоростью, превышающей скорость заливки зналогич- Hfoix участков изложниц у центровых зторой группы, менее, чэм.э 1.15 раза, приведет кроме заасрото.Б утеплительной смеси к застыванию металла в каналах сифонной про- водки, т.е. получению неполновесна. : слитков, а заямвкз со скоростью, пр«вьну-: - ющей скорость ЗЗПМЕШ аналогичных участков изложниц у центровых второй группы, более, чем в 1,32 раз-, приведет не только к образованию трещин в слитках, не и к появлению свищей и газозых раковин.
Предлагаемый способ разливки стали осуществляют следующим образом.
В сплавленный в мартеновской печи ме- 73.пл выпускают в стзлеразливочный ковш. В разливочный пролет цеха подают состав, на платформах которого размещены поддоны с изложницами. Ковш устанавливают над составим таким образом, чтобы ось ста- кзча сталеразлмбрчвого копша совпадала с осью центровой nepsoro поддона, Затем ковш перемеьмзютйдсльсестаза производятразлиа у металла ковша с дифференцированной скоростью как по высоте изложниц, так и по
группам центровых. После окончания разливки состав с изложницами вывозит из цеха .
Предлагаемый способ сифонной раз- лмакн был опробован в мартеновском цехе Таганрогского металлургического завода при изготовлении слмтков из стали 45.
Сталь выплавляли в 300-тонной мартеновской печи и затем выпускали в два ста- яеразливочных ковша: 200-тонный и 100-тонный. После заполнения металлом ковши подавали к разливочным составам, на тележках которых были установлены поддоны с центровыми и изложницами. При отливке слитков высотой 1050 мм и диаметром 350 мм были взяты 1, II, группы центровых: для козшэ емкостью 100 т - 15%, 60%, 25%; для козша емкостью 200 т - 10%, 65%, 25% соответственно.
При изготовлении спиткоз вышеуказанного типоразмера скорость заполнения изложниц второй группы на каждом из трех участков по их высоте была равна 100, 220. 90 мм/мин на первом, втором и третьем участках соответственно.
Скорость наполнения изложниц первой группы центровых на каждом из трех участков по высоте изложницы: 115, 118. 121 мм/мин - на первом участке. 253, 260, 266 мм/мин - на втором участке, 05. 108, 110 мм/мин - на третьем участке.
Скорость же заполнения изложниц третьей группы центровых, на каждом .из трех участков по высоте изложницы была раана соответственно: 11Б. 125,132 мм/мин - на первом участке, 253, 275, 290 мм/мин - на втором участке, 105, 113, 120 мм/мин - на третьем участке.
Для сравнений слитки такого типоразмера были изготовлены и для того случая, когда скорость заполнения каждого из трех /ЧЗГГГКОЕЗ по высоте изложниц всем групп Зыла одинакова.
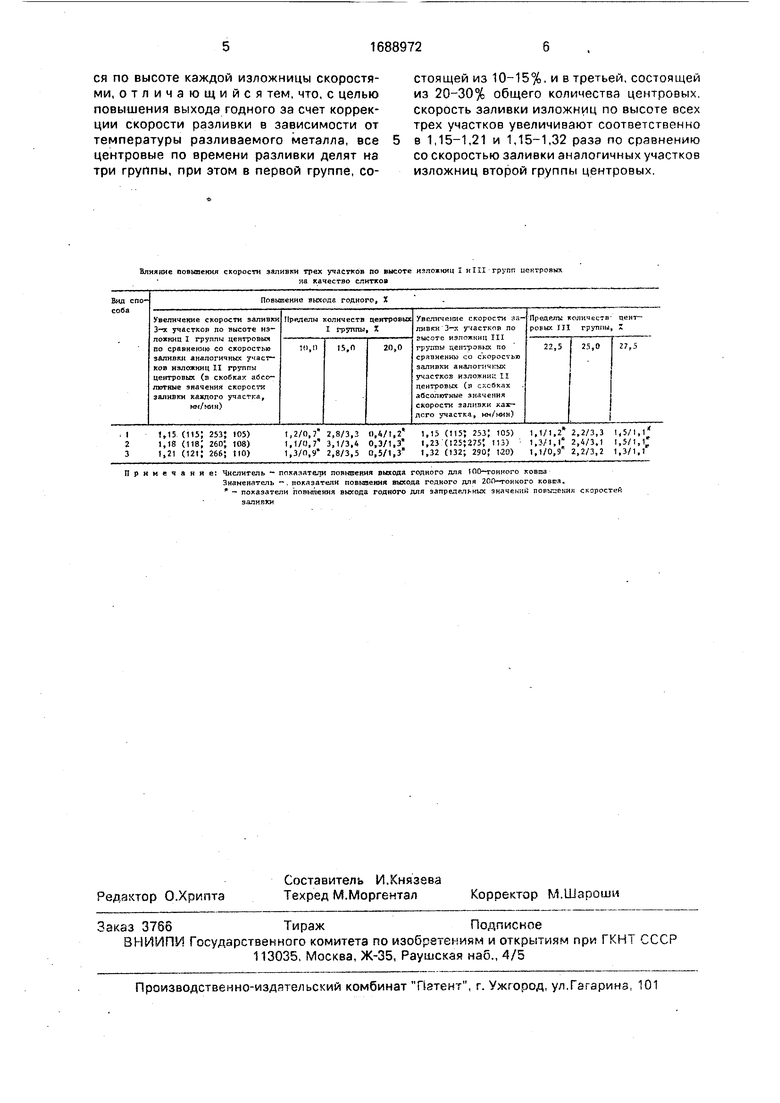
Результаты испытаний приведены в таблице.
Как видно из таблицы, предложенный способ сифонной разливки стали обеспечивает повышение выхода годного ss счет уменьшения дефектов зазорстоз утеплительной смеси и продольных трещин з слитках. При этом повышение с-.ыхода годного наблюдается как для 100-тонного, так ;л для 200-тонного ковша на 2-3%.
Фор м у л э м з о 5 р е т е н и я
Способ сифонной разливки стали с использованием много естных поддонов, включающий перемещение ковша с металлом емкостью 100-200 т вдапь фронта центровых и зал /аху установленных чз поддонах изложниц стремя изменяющимися по высоте каждой изложницы скоростями, отличающийся тем, что, с целью повышения выхода годного за счет коррекции скорости разливки в зависимости от температуры разливаемого металла, все центровые по времени разливки делят на три группы, при этом в первой группе, состоящей из 10-15%, и в третьей, состоящей из 20-30% общего количества центровых, скорость заливки изложниц по высоте всех трех участков увеличивают соответственно в 1,15-1,21 и 1,15-1,32 раза по сравнению со скоростью заливки аналогичных участков изложниц второй группы центровых.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
| Способ сифонной разливки стали | 1979 |
|
SU829320A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ГОЛОВНОЙ ЧАСТИ СЛИТКА В ИЗЛОЖНИЦЕ | 2006 |
|
RU2325968C2 |
| Устройство для сифонной заливки стали | 1990 |
|
SU1740117A1 |
| Центровая для сифонной разливки стали | 1990 |
|
SU1763083A1 |
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ МЕТАЛЛА В ИЗЛОЖНИЦЫ И ФОРМЫ | 1991 |
|
RU2020032C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| Устройство для сифонной разливки стали | 1986 |
|
SU1416263A1 |
| Устройство для сифонной отливки трубных слитков | 1990 |
|
SU1752494A1 |
Изобретение относится к металлургии и может быть использовано при сифонной разливке стали. Цель изобретения - повышение выхода годного за счет коррекции скорости разливки в зависимости от темпе ратуры разливаемого металла. Способ си фонной разливки стали с использованием многоместных поддонов включает в себч re ремещение ковша с металлом емкостью 100-200 т с тремя изменяющимися по высо те каждой изложницы скоростями при этом все центровые делят на три группы, причем в I группе, состоящей из 10-15%, и г Mi группе, состоящей из 20-30% общего количества центровых, скорость заливки изложниц по высоте всех трех участков увеличивают соответственно в 1 15-1.91 и ч 1,15-1,32 раза по сравнению со скоростью заливки аналогичных участков изложниц м группы центровых 1 табл
Влияние повышения скорости заливки трех участков по высоте изложниц I нШ центровых
на качество слитков
Примечание: Числитель - показатели повышения выхода годного для (00-тонкого ковша
Знаменатель - показатели повышения выхода годного для 200-тонного ковша. - показатели повышения выхода годного для эапределмли эначеыи} повъгае ,нк сьоростей заливки
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
