Изобретение относится к области обработки металлов давлением.
Известен способ гофрирования листового материала, при котором осуществляют поочередную гибку каждой стороны гофра с одновременной фиксацией гофрированной части листа при помощи двух расположенных одна против другой и взаимодействующих между собой систем штамповочных инструментов путем их последовательного перемещения в направлении, перпендикулярном поверхности листа, и подачи обрабатываемого материала.
Предлагаемый способ отличается тем, что подачу осуществляют после гибки каждой из сторон гофра путем совместного неремещеиия на полшага гофров обеих систем штамповочных инструментов с зажатым между ними обрабатываемым материалом, после подачи поочередно отводят от листа одну из систем инструме.нтов и подают ее назад на щаг. Это позволяет повысить точность обработки.
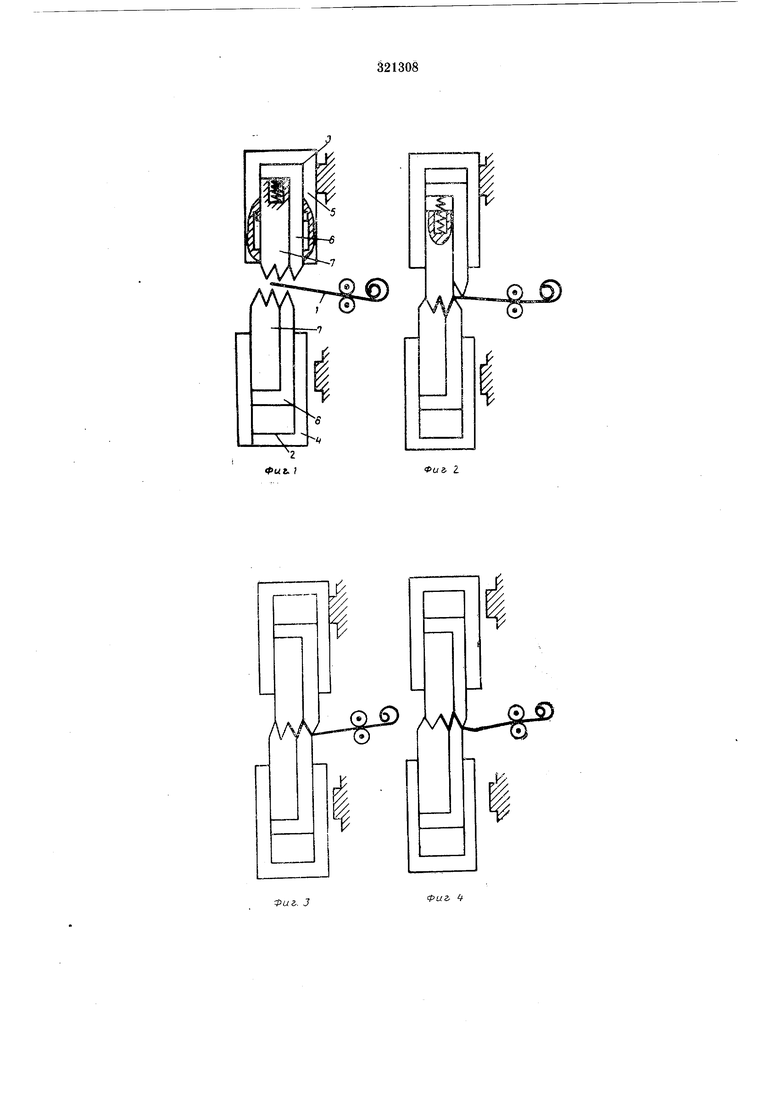
Па фиг. 1-9 представлены последовательные этапы осуществления описываемого способа.
Гофрирование листового материала / осуществляется при помощи двух систем 2 и 3 штамповочных инструментов, установленных соответственно на каретках 4 и 5, путем поочередной гибки каждой стороны гофра с
одновременной фиксацией гофрированной части материала.
Листовой материал подают между штамповочными инструментами (фиг. 1) и сближают
их в направлении, перпендикулярном плоскости листа (фиг. 2). При этом образуются первые гофры, которые позже как технологическая прибыль могут быть удалены. Затем пуансоном 6 (фиг. 3) осуществляют гибку
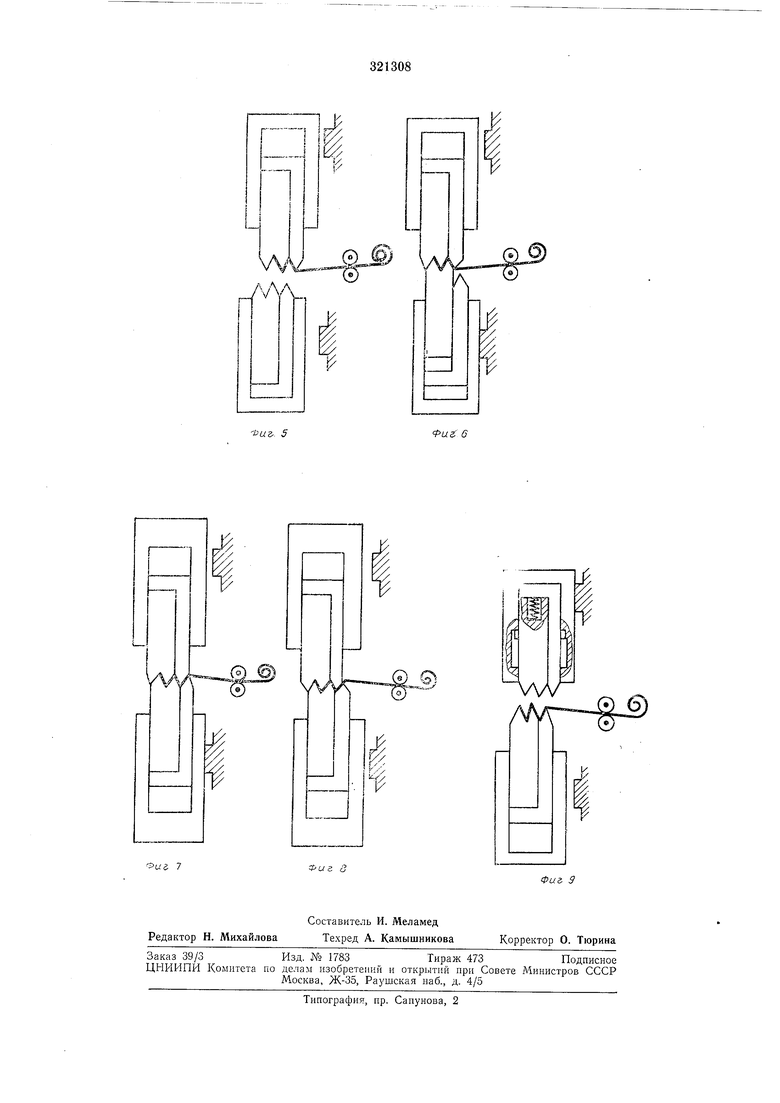
одной стороны гофра, обе системы инструментов перемещают вместе с зажатым между ними материалом (фиг. 4), обеспечивая его подачу на полшага гофров, отводят одну из систем штамповочных инструментов от листа,
подают ее пазад на шаг гофра (фиг. 5 и 5) и вновь перемещают по направлению к листу (фиг. 7), осуществляя гибку другой стороны гофра, затем вновь подают материал, зажатый между инструментами на полшага
(фиг. 8), отводят другую систему инструментов от листа, подают ее назад на шаг (фиг. 9) и осуществляют гибку противоположной стороны следующего гофра.
Фиксация гофрированной части листа при обработке осуществляется при помощи пуансонов 7. При отводе одной из систем щтамновочных инструментов обрабатываемый материал удерживается в другой системе инструПредложенный способ обеспечивает гофрирование листового материала толщиной 0,3 0,5 мм с образованием гофров, имеющих отнощение высоты и шага, равное ,5.
Предмет изобретения
Способ гофрирования листового материала, при котором осуществляют поочередную гибку каждой стороны гофра с одновременной фиксацией гофрированной части листа при помощи двух расположенных одна против другой и взаимодействующих между собой систем
щтамповочных инструментов путем их последовательного перемещения в направлении, перпендикулярном поврехности листа, и подачи обрабатываемого материала, отличающийся тем, что, с целью повыщения точности обработки, подачу осуществляют после гибки каи ;дой из сторон гофра путем совместного перемещения на полшага гофров обеих систем штамповочных инструментов с зажатым между ними обрабатываемым материалом, после подачи поочередно отводят от листа одну из систем инструментов и подают ее назад на шаг.
yvy
АЛЛ
f-f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования ленты | 1972 |
|
SU510294A1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU415066A1 |
| Способ изготовления гофрированных изделий | 1980 |
|
SU899200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО-ГОФРИРОВАННЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2451570C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| Способ изготовления гофрированных изделий из листовых заготовок и устройство для его осуществления | 1987 |
|
SU1588461A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2259251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ | 2003 |
|
RU2238845C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ С ГОФРАМИ, РАСПОЛОЖЕННЫМИ В ШАХМАТНОМ ПОРЯДКЕ | 2008 |
|
RU2363556C1 |
2 ue.
Фиг. I
/v
Фиг. J
1р«г. 4
I1 т//.
.а ©
,. 5 A/iA
и
tf
иг: 6 vVV м/г-§-SJ
