1
ИзОбр-етение отнооится к области обработки металлов давлением.
Известен способ гофр.ироваиия листового матвриала поочередной гибкой .каждой стороны гофра с одноаремен-ной фиксацией гофр рованиой части ляста прт помощи двух расположенных одна против другой и взавмодействующих между со1бой систем шта мповочщых инструментов путем ИХ последовательного перемещения в нап)равлен.ии, перп««ДИ«улярно.м noBepxiH oCTH листа, и последующей калибровки гофров калибруюЩИм инструментом.
Для получения более глубоких гофров с соотношением глубины гофра к шагу 1,5-2,5 ори толщине мате риала 0,1-0,5 мм предлагается способ, по которому прокалиброванный участок листового материала зажимают калибрующим инструменто1м и затем производят окончательную гибку одного гофра, перемещая шта.мповоч1ные инструменты с зажатым между ними листовым материалом в направлении калибрующего .инструмента.
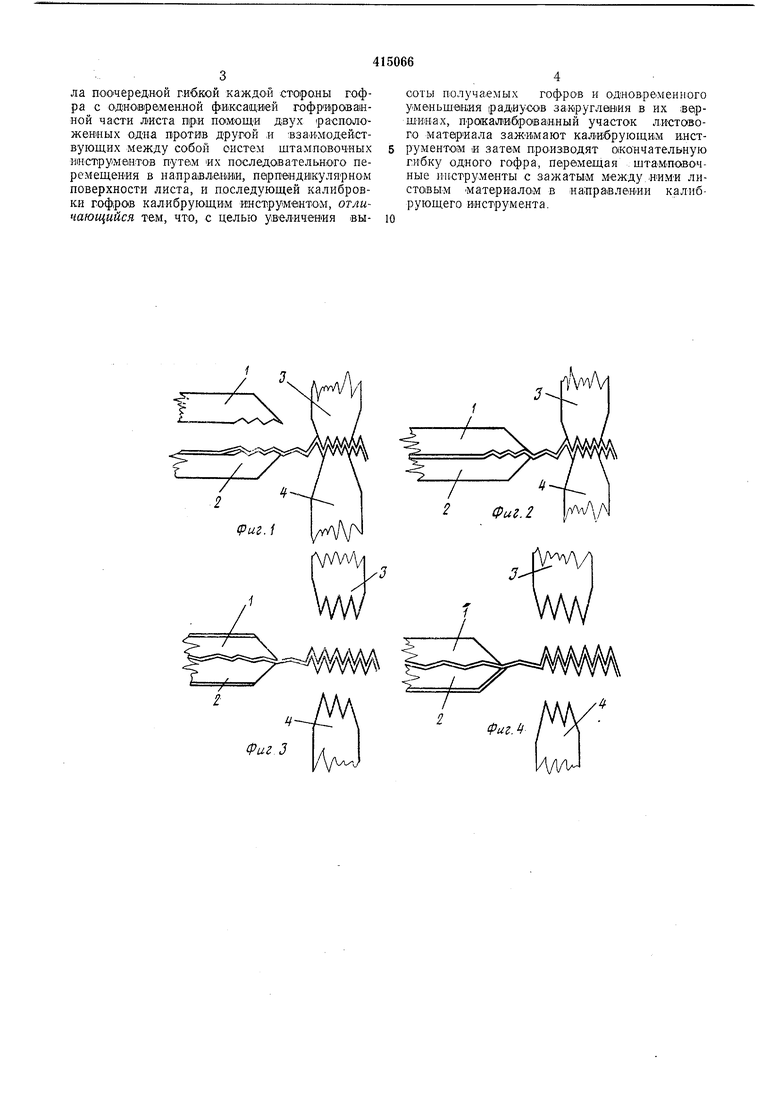
На фиг. 1-7 схематически показана последовательность осуществления описываемого способа.
За счет перемещения шта/мповочного инструмента /, относительно шта1мповочного И1Нструмента 2 производится пред варит.ельное гофрирование гофра и зажим листового материала. Калибрующие инструм еиты 5 и 4
уде|рж1ивают прокалнброванную часть гофрирова.ниой полосы (фиг. 1 и 2).
Калибрующие инструменты 3 и 4 рас.ходятся, освобождая прокалиброванную часть (фиг. 3). Шта1мповоч1ные инст1ру.менты 7 и 2 удерживают листовой материал.
Штамповочные внстру менты 1 ti 2, сов-местно перемещаясь, подают прокалиброваиную
часть гофров и полосу с предварительно выполяенными гофрами на шаг готового гофра
(фиг. 4).
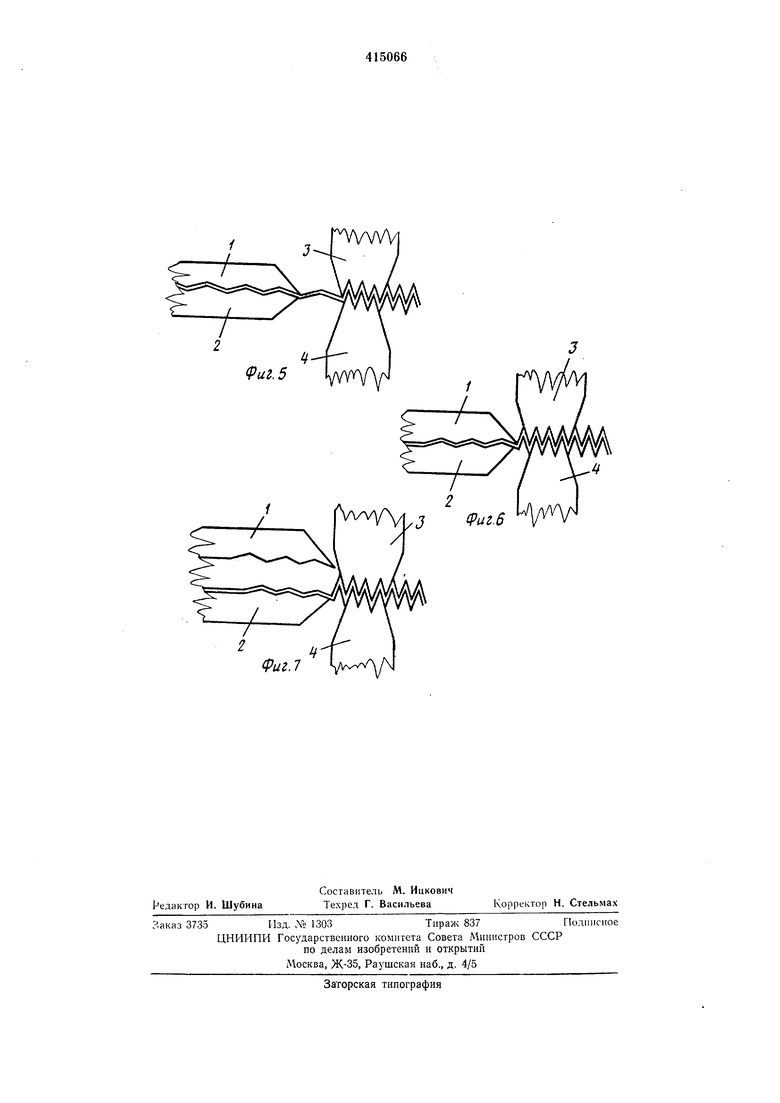
Калибрующие инструменты 3 и 4 совместно сближаясь, калибруют согнутый гофр и повторно уже откалиброва.Н1НЫе гофры (фиг. 5).
Шта1мповочные инструменты / и 2, совместно сдвигаясь на величину разности предварительно сформированного гофра и готового гофра, гнут вне штамповочных элементов очередной гофр (фиг. 6).
Штамповочный инструмент / сдвигается вверх, освобождает лист (ф;иг. 7), после чего штамповочные инструменты / и 2 па величину шага предварительного прогофрированного листа возвращаются назад, т. е. в исходное положение. Далее автоматически цикл повторяется.
Предмет изобретения Способ гофрир;ования листового материала поочередной гибкой каждой стороны гофра с од1ноеремен;ной фиксацией гофрироваиной части листа три помощи двух расположеиных одна другой ,и вза-имодействующих между собой систем штамповочных инструментов путем их последовательного перемещения в на-правлевви, парпшди1кулярноМ поверхности листа, и последующей калибровки гофров калибрующим ииструментом, отличающийся тем, что, с целью увеличевия высоты получаемых гофров и одновременного уменьшения радиусов за.круглавия в их sespШИнах, прокалиброванный участок листового материала зажвмают кал« брующИ|М инструментом и затем прОИ31Водят окончательную гибку одного гофра, перемещая , штамповочные инструменты с зажатым .нимИ листовым материалом в направлении калибрующего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОФРИРОВАНИЯ1^ ;^-^^е;июЗНДЯI • ; ' • i'? ' >& И * ^'/',- * V ' '•' • •' г° г: >& .>& л ;I '•••'''^•' ---^--к:..г^А1 ]i^'^b;iHOTE|-[A | 1971 |
|
SU321308A1 |
| Способ изготовления гофрированных изделий | 1980 |
|
SU899200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОНЖЕРОНА ДЛЯ АВТОМОБИЛЯ | 2005 |
|
RU2310538C2 |
| Устройство для гофрирования ленты | 1972 |
|
SU510294A1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2516322C2 |
| Способ роботизированной одноточечной инкрементной формовки | 2023 |
|
RU2827077C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ГОФРАМИ | 2003 |
|
RU2246366C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
иг.З
Фиг.7
