1
Изобретение относится к области обработки металлов давлением, в частности к устройствам для гофрирования ленты.
Известно устройство для гофрирования ленты, содержащее станину и рабочий инструмент, выполненный в виде верхних и нижних деформирующих и калибрующих пуансонов, подпружиненных друг относительно друга, установленных IB iKapeTiKax, которые смонтированы с возможностью перемещения в направлении перпендикулярном направлению гофрирования. Однако на этом устройстве нельзя получить глубокие гофры с отношением глубины гофра к шагу более 0,75.
Для расширения сортамента получаемых изделий предложенное устройство снабжено направляющими, выполненными в виде синхронизированных валов с установленными на них копирами, взаимодействующими с каретками посредством регулируемых упоров.
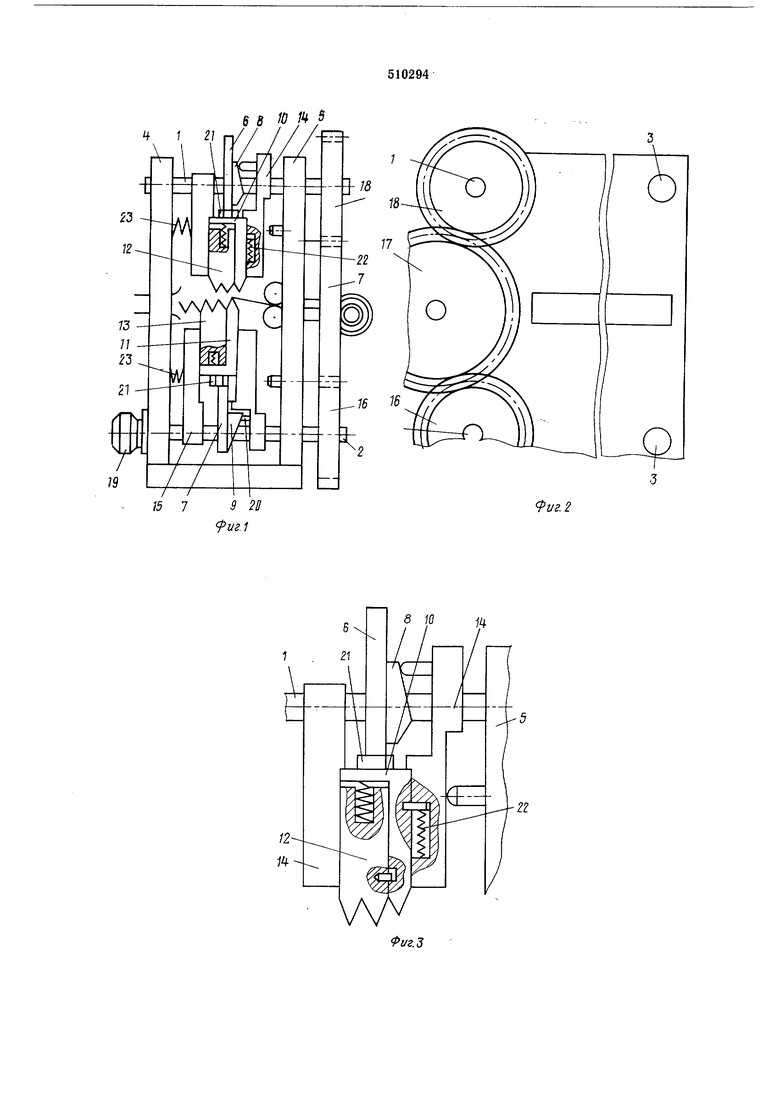
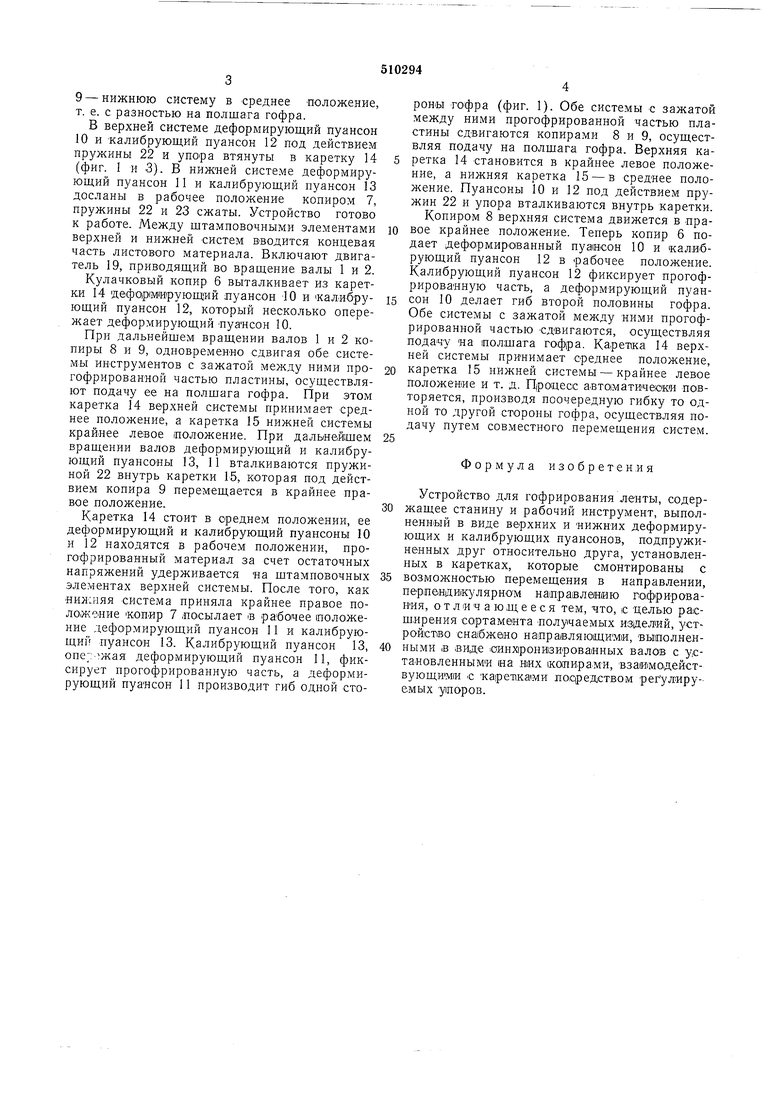
На фиг. 1 изображено устройство для изготовления тонких гофрираваиных -пластин, вид сбоку; на фиг 2 - устройство со стороны подачи материалов (без барабана с материалом); на фиг. 3 - верхняя система штамповочного и гибочяого элемента.
Направляющие 1, 2, 3 смонтированы на стойках 4, 5, при этом направляющие 1 и 2 выполнены в виде валов, на которых закреплены идентичные кулачковые копиры 6, 7 и торцевые копиры 8 и 9.
Деформирующие пуансоны 10, 11 и калибрующие пуансоны 12, 13 смонтированы в каретках 14, 15, сдвигающихся друг относительно друга по направляющим 1, 2 и 3 (см. фиг. 1 и 3).
Каретка 14, деформирующий пуансон 10, калибрующий нуансон 12, копиры 6 и 8, пружины и vnopbi составляют систему. Таких систем две - верхняя и нижняя. Обе системы представляют собой зеркальное отображение друг друга. В дальнейшем системы будут называться верхняя (см. фиг. 3 и 1) и нижняя (см. фиг. 1).
Вращение валов 1 и 2 синхроиизированно (в данном случае зубчатыми колесами 16, 17, 18). Вал 2 приводится во вращение двигателем 19.
Регулируемые упоры 20 (фиг. 1) закреплены на щеках кареток 14 и 15. Регулируемые упоры 21 установлены на деформирующих пуансонах 10 и И.
Работа устройства осуществляется следующим образом.
При повороте вала 2 через зубчатые колеса 16, 17, 18 одновременно проворачивается вал 1 и копир 8 устанавливает верхнюю СИстему в крайнее правое положение, а копир
9- нижнюю систему в среднее положение, т. е. с разностью на полшага гофра.
В верхней системе деформирующий пуансон
10и калибрующий пуансон 12 под действием пружины 22 и упора втянуты в каретку 14 (фиг. I и 3). В нижней системе деформирующий пуансон 11 и калибрующий пуансон 13 досланы в рабочее положение копиром 7, пружины 22 и 23 сжаты. Устройство готово к работе. Между штамповочными элементами верхней и нижней систем вводится концевая часть листового материала. Включают двигатель 19, приводящий во вращение валы 1 и 2.
Кулачковый копир б выталкивает из каретки 14 яеформирующий пуансон 10 и калибрующий пуансон 12, который несколько опережает деформирующий Пуансон 10.
При дальнейшем вращении валов 1 и 2 копиры 8 и 9, одновременно сдвигая обе системы инструментов с зажатой между ними прогофрированной частью пластины, осуществляют подачу ее на полшага гофра. При этом каретка 14 верхней системы принимает среднее положение, а каретка 15 нижней системы крайнее левое положение. При дальнейшем вращении валов деформирующий и калибрующий пуансоны 13, И вталкиваются пружиной 22 внутрь каретки 15, которая под действием копира 9 перемещается в крайпее правое положение.
Каретка 14 стоит в среднем положении, ее деформирующий и калибрующий пуапсоны 10 и 12 находятся в рабочем положении, прогофрированный материал за счет остаточных напряжений удерживается на штамповочных элементах верхней системы. После того, как нижняя система приняла крайнее правое положение Копир 7 .посылает в рабОчее положение деформирующий пуансон 11 и калибрующий пуансон 13. Калибрующий пуансон 13, опе;: жая деформирующий пуансон 11, фиксирует прогофрированную часть, а деформирующий пуансон 11 производит гиб одной стороны гофра (фиг. 1). Обе системы с зажатой между ними прогофрированной частью пластины сдвигаются копирами 8 и 9, осуществляя подачу на полщага гофра. Верхняя каретка 14 становится в крайнее левое положение, а нижняя каретка 15 - в среднее положение. Пуансоны 10 и 12 под действием пружин 22 и упора вталкиваются внутрь каретки. Копиром 8 верхняя система движется в правое крайнее положение. Теперь копир 6 подает деформированный пуаисон 10 и калибрующий пуансон 12 в рабочее положение. Калибрующий пуансон 12 фиксирует прогофрироваяную часть, а деформирующий пуансон 10 делает гиб второй половины гофра. Обе системы с зажатой ними прогофрированной частью Сдвигаются, осуществляя подачу на полшага гофра. Карет1ка 14 верхней системы принимает среднее положение,
каретка 15 нижней системы - крайнее левое положение и т. д. Цроцесс авто1матически повторяется, производя поочередную гибку то одной то другой стороны гофра, осуществляя подачу путем совместного перемещения систем.
Формула изобретения
Устройство для гофрирования ленты, содержащее станину и рабочий инструмент, выполненный в виде верхних и нижних деформирующих и калибрующих пуансонов, подпружиненных друг относительно друга, установленных в каретках, которые смонтированы с возможностью перемещения в направлении, перпбндикулярном направлению гофрироваПия, отличающееся тем, что, с целью расширения сортамента получаемых изделий, устройство снабжено направляющими, выполненными ,в виде 1оинх1рони1зирова1нных валов с установленными еа них колирами, взаимодействующими с каре-пкащи пофедством регулируемых упоров. ё 8 f Л п. /5 / 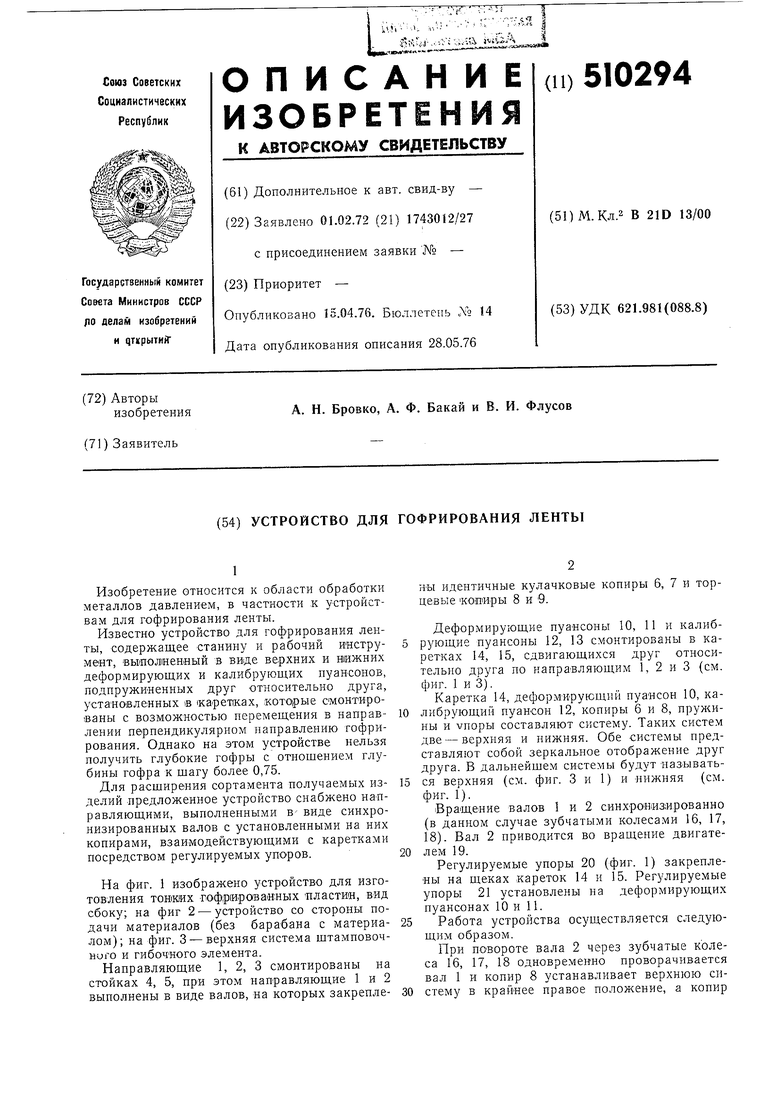
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU415066A1 |
| СПОСОБ ГОФРИРОВАНИЯ1^ ;^-^^е;июЗНДЯI • ; ' • i'? ' >& И * ^'/',- * V ' '•' • •' г° г: >& .>& л ;I '•••'''^•' ---^--к:..г^А1 ]i^'^b;iHOTE|-[A | 1971 |
|
SU321308A1 |
| Устройство для гофрирования полотна материала | 1977 |
|
SU742168A1 |
| ВСЕСОЮЗНАЯ Н. И. Климов, А. И. Петухов и А. Н. Денисов ВС[ iUTti^T; О- -;;;1л;::скАЯ | 1973 |
|
SU369962A1 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| Устройство для получения гофрированных деталей из ленты | 1971 |
|
SU436687A1 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| Устройство для гофрирования ленты | 1967 |
|
SU261352A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |