Известны станкн для юготовления арматурны.к каркасов железобетонных труб с торцовымн фланцами, включающие механизмы враодения и нродольного перемещения, тянущую и поддерживающую тележкн с нланшайбами, сварочный аннарат и фнкеирующее устройство.
С целью обеспечення взаимной параллельности торцовых фланцев в предлагаемом станке фикснрующее устройство выполнено с новоротными секторами с торцовыми накладками, новерхность которых нерпенднкулярна осн каркаса, а планшайба тянущей тележкн снабжена центрирующим устройством.
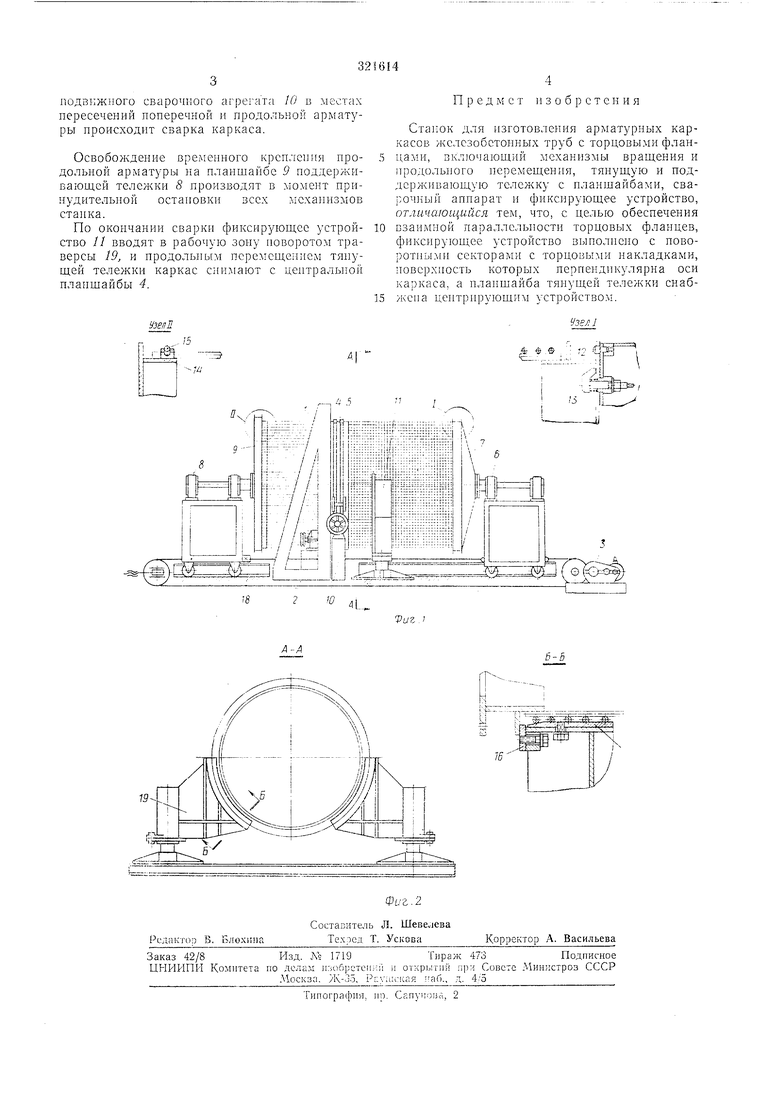
На фиг. 1 представлен предлагаемый станок н узлы I и И; на фиг. 2 - разрез но А-А па ()иг. 1.
Станок для изготовления арматурных каркасов железобетонных труб с торцовыми фланнами содержит раму /, мехапизмы 2 и 3 вран;ения и иродольного неремещення, центральную планшайбу 4 с направляющими втулками 5, тянущую тележку 6 с ианшайбой 7, поддержнвающую тележку (9 с нлапшайбой Я сварочный анпарат 10 п фнкеирующее устройство //.
кп - центрирующим н зажпмпым устройствами { и 15.
Фиксируюнд,се устройство вынолиено с новоротн1з1ми секторами /6 с то 1цовымп накладками 17, новерхность которых перпендикулярна осп каркаса.
Арматурные каркасы железобетопиых труб изготавливают следующим образом.
Один из фланпев каркаса устапавлнвается на центрирую1цее устройство 12 и нpпжи пIЫM устройством 13 закренляется па планп1айбе 7 тянущей тележки 6. Л еханпзмом 3 продольного неремещеппя тянуп,ую тележку 6 нрнближают к центральной нланшайбе 4 с одновременным удалением ноддержнваюндей тележкн 8 с иомощью упора AS.
Продольную арматуру каркаса устанавливают путем пропускання ее через направляющую втулку 5 центральной плашпайбы 4. Конп,ы нродольной арматуры окончатальпо закрепляют па флапце, устаповлепном на нланН1айбе 7 тележки, а на планп1айбе 9 поддерживающей тележки - времелио, па нерпод сварки, с помогцью центрпрующего устройства 14 п зажимного устройства 15.
Конец ноперечпой арматуры из бухты пропускают сквозь спетему правильных п закрепляют его к продольной арматуре.
подвижного сварочного агрегата 10 в местах пересечений поперечной и продольной арматуры происходит сварка каркаса.
Освобождение временного крепления продольной арматуры на планшайбе 9 поддерживающей тележки 8 производят в момент принудительпой остановки всех механизмов станка.
По окончании сварки фиксирующее устройство // вводят в рабочую зону новоротом траверсы 19, и нродольным перемещением тянущей тележки каркас снимают с центральной планшайбы 4.
4 Пред м с т изобретения
Станок для изготовления арматурных каркасов железобетонных труб с торповымн фланцамн, включающий механизмы вращения и продольного перемещения, тянущую и поддерживающую тележку с иланщайбами, свароч 1ый апнарат н фиксирующее устройство, отличающийся тем, что, с целью обеспечения взаимной параллельности торцовых фланцев, фикcиpyюн ee уетройство вынолнепо с поворотными секторами с торцовыми накладками, поверхность которых перпендикулярна оси каркаса, а планшайба тяпущей тележки снабжена цептрирующиЛ устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов железобетонных труб | 1975 |
|
SU541010A2 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1977 |
|
SU711259A1 |
| Устройство для изготовления конических арматурных каркасов | 1980 |
|
SU903540A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1109289A1 |
| Планшайба для закрепления концов продольных стержней при изготовлении арматурных каркасов | 1982 |
|
SU1036886A1 |
| Устройство для изготовления арматурных каркасов | 1985 |
|
SU1294967A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВf—. ! • -•! Г"?•:=••-/»."••?п.1Т1.Гк.о--;::>&-к'^!^:':ш | 1971 |
|
SU313630A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1975 |
|
SU548695A2 |
