(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ АРМАТУРНЫХ КАРКАСОВ
1
Изобретение относится к устройствам для изготовления конических арматурных каркасов, например железобетонных трубчатых переходных муфт.
Известно устройство для изготовления арматурных каркасов, содержащее тележки с планшайбами, сварочный аппарат, фиксирующее приспособление, выполненное с поворотными секторами и торцовым,и накладками, и центриирующее устройство (1.
Известно также устройство, содержащее корпус, вращающуюся планщайбу, тяговую тележку с захватами щаблон и суппорт точечной сварки 2.
Однако это устройство обеспечивает изготовление тодько соответственно цилиндрических и четырехгранных арматурных каркасов.
Наиболее близким к изобретению является устройство для изготовления конических арматурных каркасов, содержащее станину, вращающуюся коническую оправку и сварочное приспособление, подвижно установленное на направляющей раме 3.
Недостатком этого устройства является невозможность изготовления в автоматическом режиме несимметричных конических каркасов, так как не обеспечивается слежение за пересечениями арматуры сварочного приспособления, что снижает производительность изготовления таких каркасов.
Цель изобретения - повышение производительности изготовления несимметричных конических каркасов.
Поставленная цель достигается тем, что в устройстве для изготовления конических арматурных каркасов, содержащем станину, вращающуюся коническую оправку и сварочное приспособление, подвижно установленное на направляющей раме, последняя снабжена расположенными на ее концах шарнирами и соединенными с ними осью и шатуном, при этом ось установлена с возможностью поворота на станине, а шатун свободным концом прикреплен посредством щарнирного разъема к торцу конической оправки.
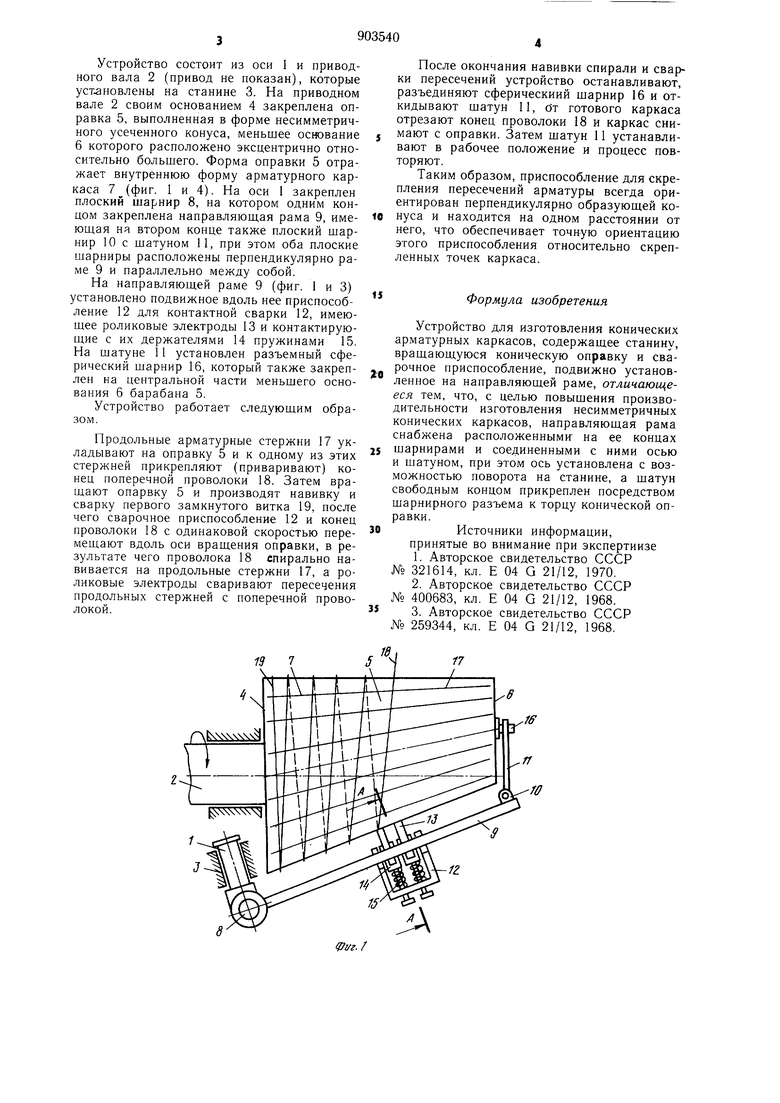
На фиг. 1 изображен рабочий орган устройства, общий вид; на фиг. 2 - то же, после поворота конической оправки на 180°; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - изготовленный арматурный каркас, общий вид.
Устройство состоит из оси 1 и приводного вала 2 (привод не показан), которые установлены на станине 3. На приводном вале 2 своим основанием 4 закреплена оправка 5, выполненная в форме несимметричного усеченного конуса, меньшее основание 6 которого расположено эксцентрично относительно большего. Форма оправки 5 отражает внутреннюю форму арматурного каркаса 7 (фиг. 1 и 4). На оси 1 закреплен плоский шарнир 8, на котором одним концом закреплена направляюшая рама 9, имеющая на втором конце также плоский шарнир 10 с шатуном 11, при этом оба плоские шарниры расположены перпендикулярно раме 9 и параллельно между собой.
На направляющей раме 9 (фиг. 1 и 3) установлено подвижное вдоль нее приспособление 12 для контактной сварки 12, имеющее роликовые электроды 13 и контактирующие с их держателями 14 пружинами 15. На шатуне 11 установлен разъемный сферический шарнир 16, который также закреплен на центральной части меньшего основания 6 барабана 5.
Устройство работает следующим образом.
Продольные арматурные стержни 17 укладывают на оправку 5 и к одному из этих стержней прикрепляют (приваривают) конец поперечной проволоки 18. Затем вращают опарвку 5 и производят навивку и сварку первого замкнутого витка 19, после чего сварочное приспособление 12 и конец проволоки 18 с одинаковой скоростью перемещают вдоль оси вращения оправки, в результате чего проволока 18 спирально навивается на продольные стержни 17, а роликовые электроды сваривают пересечения продольных стержней с поперечной проволокой.
После окончания навивки спирали и сварки пересечений устройство останавливают, разъединяют сферическиий шарнир 16 и откидывают шатун II, dT готового каркаса отрезают конец проволоки 18 и каркас снимают с оправки. Затем шатун 11 устанавливают в рабочее положение и процесс повторяют.
Таким образом, приспособление для скрепления пересечений арматуры всегда ориентирован перпендикулярно образующей конуса и находится на одном расстоянии от него, что обеспечивает точную ориентацию этого приспособления относительно скрепленных точек каркаса.
Формула изобретения
Устройство для изготовления конических арматурных каркасов, содержащее станину, вращающуюся коническую оправку и сварочное приспособление, подвижно установленное на направляющей раме, отличающееся тем, что, с целью повышения производительности изготовления несимметричных конических каркасов, направляющая рама снабжена расположенными на ее концах щарнирами и соединенными с ними осью и шатуном, при этом ось установлена с возможностью поворота на станине, а шатун свободным концом прикреплен посредством шарнирного разъема к торцу конической оправки.
Источники информации,
принятые во внимание при экспертиизе
1.Авторское свидетельство СССР № 321614, кл. Е 04 G 21/12, 1970.
2.Авторское свидетельство СССР № 400683, кл. Е 04 G 21/12, 1968.
3.Авторское свидетельство СССР № 259344, кл. Е 04 G 21/12, 1968.
KvVVVOiVvV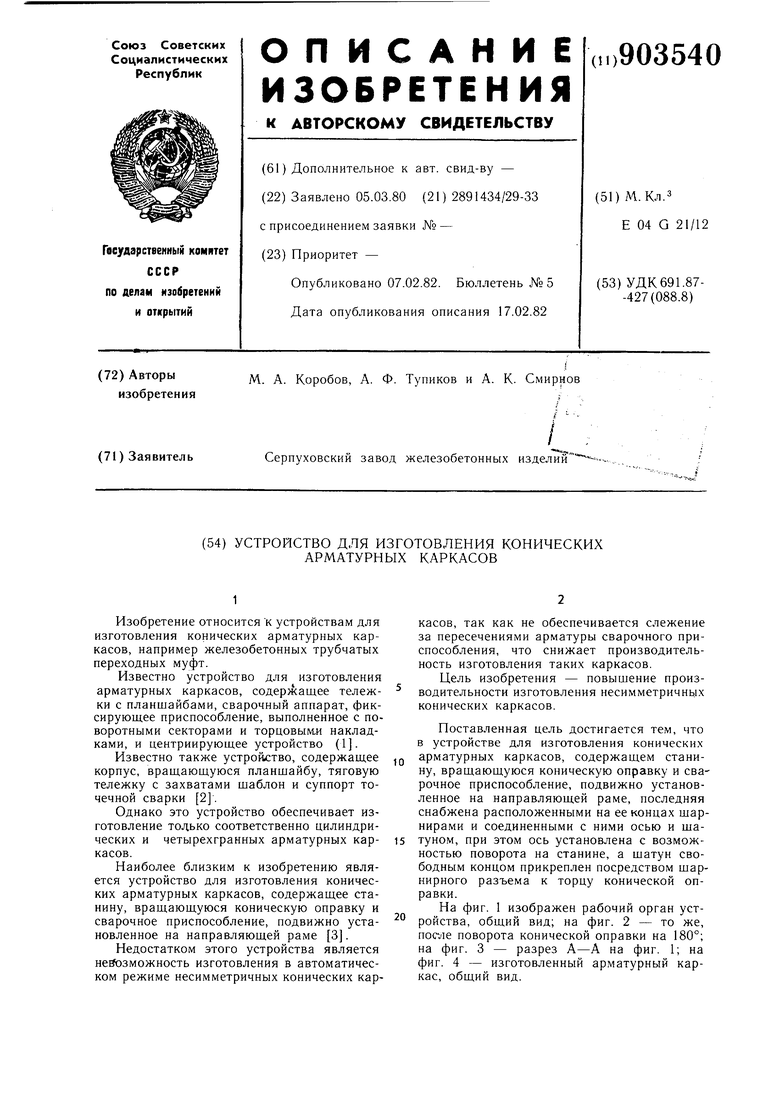
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Устройство для сварки пространственных арматурных каркасов | 1977 |
|
SU639635A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1970 |
|
SU259344A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Устройство для изготовления арматурных каркасов | 1977 |
|
SU750019A1 |
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1783098A1 |

//
/J
L
If
I
/f
фиг.З
