Изобретение относится к устройствам для электротермического нагрева и укладки арматурных стержней в упоры форм-вагонеток.
В известных устройствах такого типа, включающих раму с опорными стойками и направляющими, подающий и транспортирующий механизмы и подвижные траверсы с толкателями, нагревание и укладка всех стержней в упоры Производятся одновременно, что приводит к большим затратам электроэнергии.
Цель изобретения - разделение операций нагрева и укладки стержней, причем укладка нагретых стержней производится под натяжением и со скоростью, исключающей остывание стержней ниже требуемой температуры.
Достигается это тем, что транспортирующий механизм выполнен с подпружиненными тележками, и.меющими захваты, под действием тяговых цепей перемещающиеся по направляющим с отжимами.
Для обеспечения передачи стержня из нагревательной установки в движущиеся подпружиненные тележки подающий механизм может быть выполнен с поворотным валом, имеющим вилки и подпружиненные защелки.
Толкатели подвижных траверс могут быть выполнены с опорными башма-ками для по гашения инердии движущегося в захватах тележек стержня.
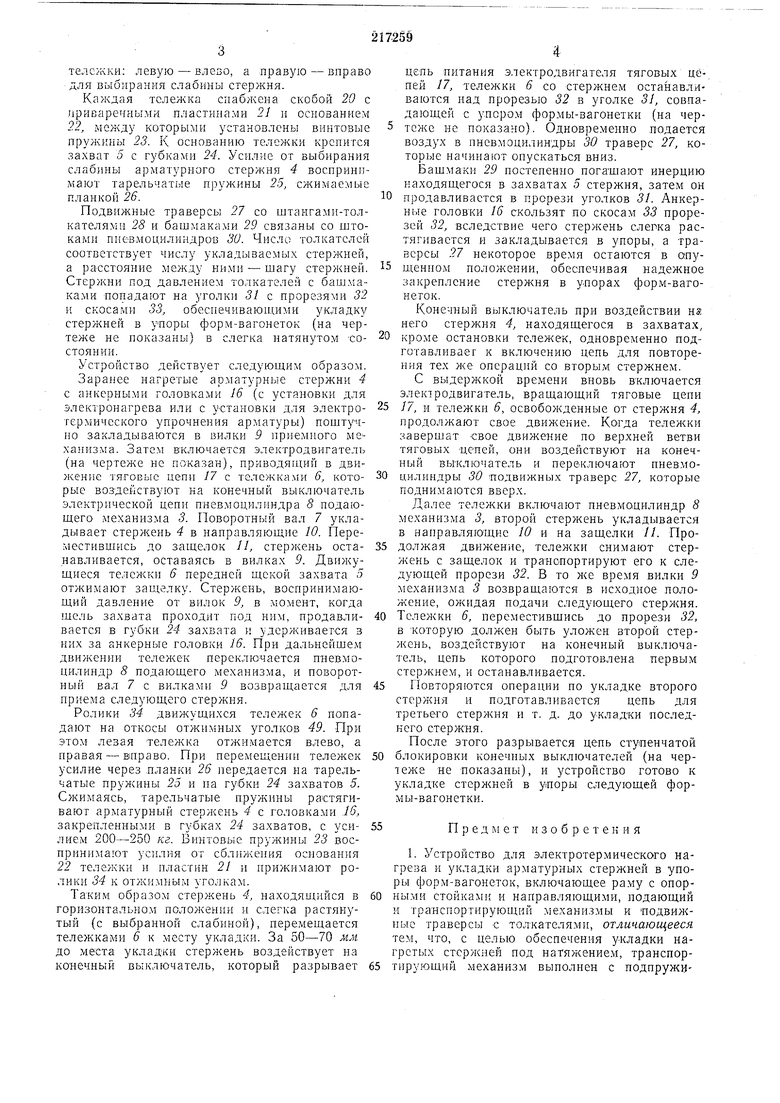
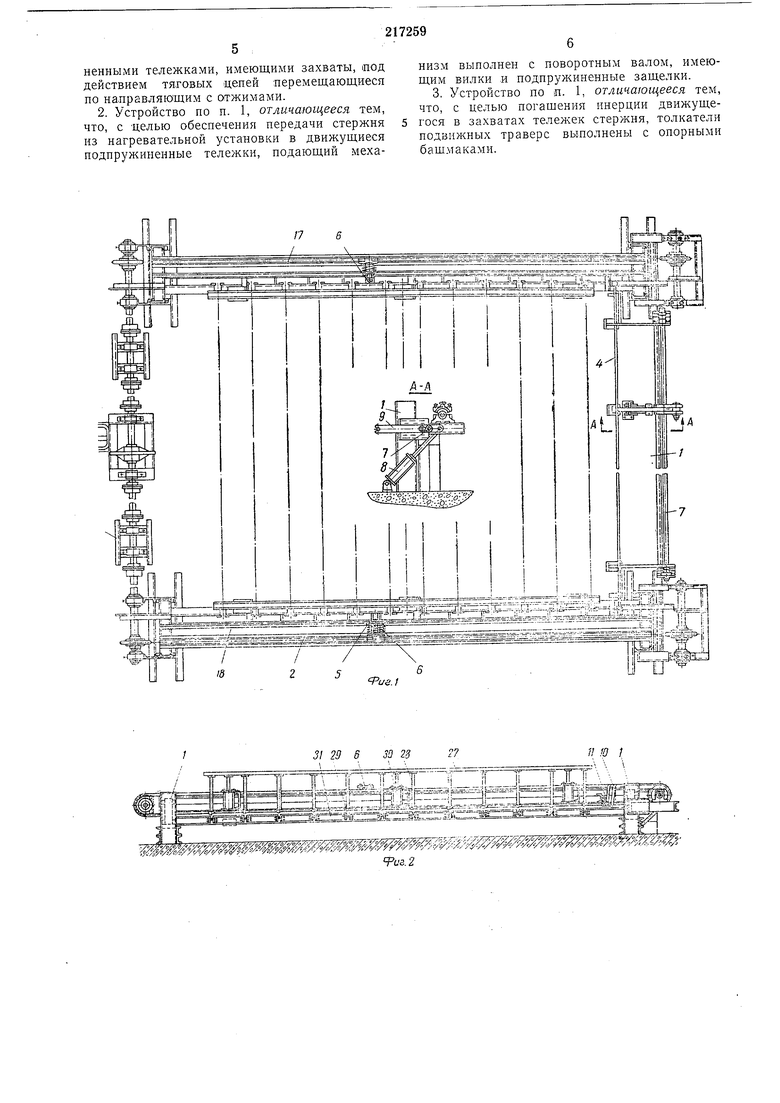
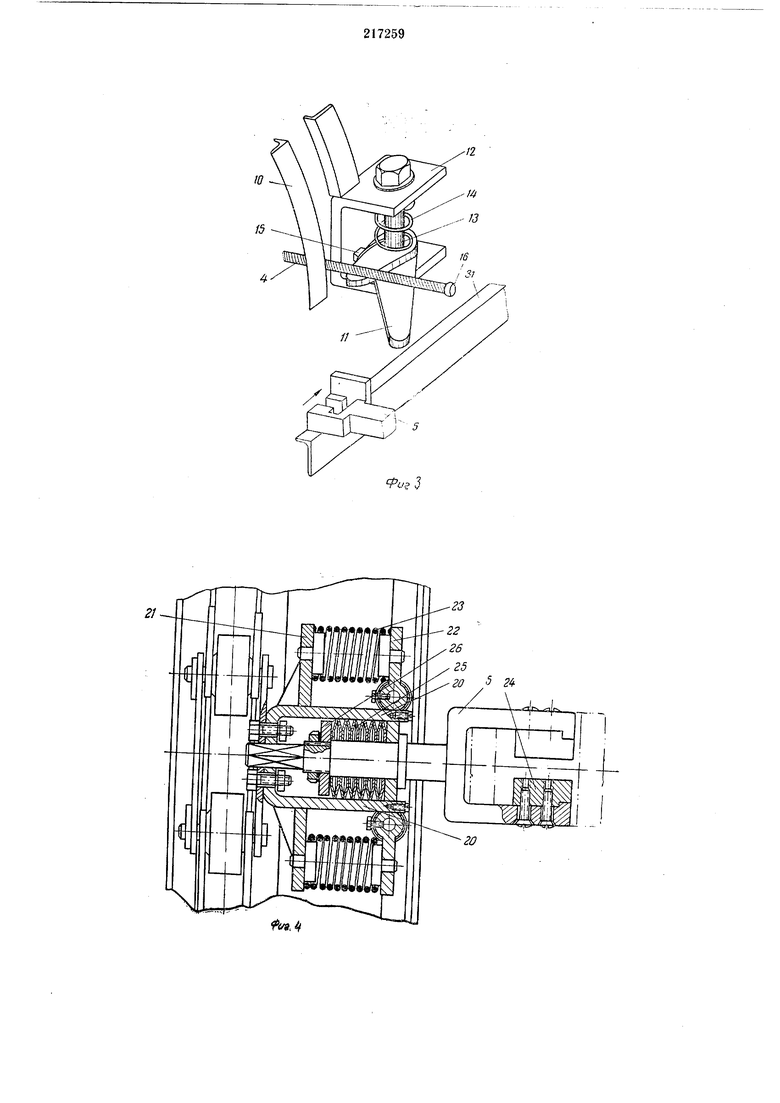
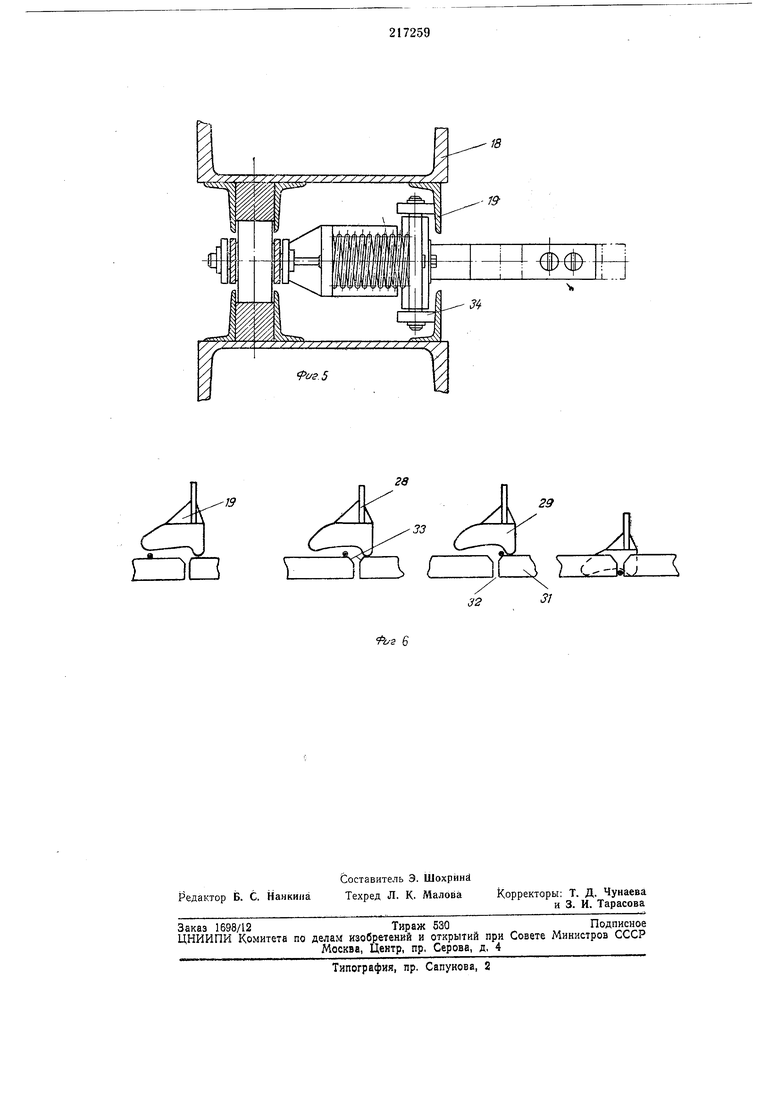
Па фиг. 1 изображено предлагаемое устройство, вид в плане; на фиг. 2 - то же, вид сбоку; на фиг. 3 - защелка приемного механизма; на фиг. 4 и 5 - тележ ка транспортирующего механизма, вид опереди и сбоку; на фиг. 6 - схема действия толкателя с башмаком.
Па раме / описываемого устройства закреплены транспортирующий механизм 2 и
подающий механизм 3, предназначенный для получения нагретых стержней 4 и подачи их поштучно в захваты 5 тележек 6 транспортирующего механизма. Механизм 3 выполнен с поворотным валом 7, имеющим пневмоцилиндр 5. Па валу закреплены вилки 9 для приемки стержней и передачи их в направляющие 10 и на защелки П. Размещенная в корпусе 12 защелка посажена на оси 13 и находится под воздействием пружины скручивания 14, которая прижимает фиксатор /5 к степке корпуса.
Транспортирующий механизм 2 включает тележки 6 с захватами 5 для закрепления в них анкерных головок 16 стержней 4. Под
действие.м двух тяговых цепей 17 тележки перемещаются по направляющим 18. Тяговые цепи приводятся в движение ведущим валом от электродвигателя через редуктор (на чертеже не показаны). На направляющих 18 тележки; левую - влево, а правую - вправо для выбирания слабины стержня. Каждая тележка снабжена скобой 20 с .приваренными пластинами 21 и основанием 22, между которыми установлены винтозые пружины 23. К основанию тележки крепится захват 5 с губками 24. Усилие от выбирания слабины арматурного стержня 4 воспринимают тарельчатые пружины 25, сжимаемые планкой 26. Подвижные траверсы 27 со штангами-толкателямн 28 и башмаками 29 связаны со штоками пиевмоцилиндров 30. Число толкателей соответствует числу укладываемых стержней, а расстояние между ними - шагу стержней. Стержни под давлением толкателей с башмаками попадают на уголки 31 с прорезями 32 и скоеами 33, обеспечивающими укладку стержней в упоры форм-вагонеток (на чертеже не показаны) в слегка натянутом состоянии. Устройство действует следуюшим образом. Заранее нагретые арматурные стержни 4 с анкерными головками 16 (с установки для электронагрева или е установки для электротермического упрочнения арматуры) поштучно закладываются в вилки 9 приемиого механизма. Затем включается электродвигатель (на чертеже не показан), приводящий в движение тяговые цепи 17 с тележками 6, которые воздействуют на конечный выключатель электрической цепи пневмоцилиндра 5 подающего механизма 3. Поворотный вал 7 укладывает етержень 4 в нанравляющие 10. Переместившись до защелок 11, стержень оетанавливаетея, оставаясь в вилках 9. Движущиеся тележки 6 передней щекой захвата 5 отжимают заиделку. Стержень, воспринимающий давление от вилок 9, в момент, когда шель захвата проходит под ним, продавливаетея в губки 24 захвата и удерживается з них за анкерные головки 16. При дальнейшем движении тележек переключается пневмопилипдр 8 подающего механизма, и поворотный вал 7 с вилками 9 возвращается для приема следующего етержня. Ролики 34 движущихея тележек 6 попадают на откосы отжимных уголков 49. При этом левая тележка отжимаетея влево, а правая - В1право. При перемещении тележек усилие через лланки 26 передается на тарельчатые пружины 25 и на губки 24 захватов 5. Сжимаяеь, тарельчатые пружины растягивают арматурный стержень 4 с головками .16, закрепленными в губках 24 захватов, е усилием 200-250 кг. Винтовые пружины 23 воснринимают усилия от сближения основания 22 тележки и пластин 21 и прижимают ролики 34 к отжимным уголкам. Таким образом етержень 4, находяихийся в горизонтальном положении и слегка растянутый (с выбранной слабиной), перемещается тележками 6 к месту укладки. За 50-70 мм до места укладки стержень воздействует на конечный выключатель, который разрывает цепь питания электродвигателя тяговых цепей 17, тележки 6 со стержнем останавливаются над прорезью 32 в уголке 31, еовнадающей с упором формы-вагонетки (на чертеже не показано). Одновременно подается воздух в пневмоцилиндры 30 траверс 27, которые начинают опуекатьея вниз. Башмаки 29 постепенно погашают инерцию находящегося в захватах 5 стержня, затем он продавливается в прорези уголков 31. У нкерные головки 16 скользят по скосам 33 прорезей 32, вследствие чего стержень елегка растягивается и закладывается в упоры, а траверсы 27 некоторое время оетаютея в опущенном положении, обеспечивая надежное закрепление стержня в упорах форм-вагонеток. Конечный выключатель при воздействии нж него стержня 4, находящегоея в захватах, кроме остановки тележек, одновременно подготавливаег к включению цепь для повторения тех же операций ео вторым етержнем. С выдержкой времени вновь включается электродвигатель, вращающий тяговые цепи }7, и тележки 6, оевобожденные от стержня 4, продолжают свое движение. Когда тележки завершат свое движение но верхней ветви тяговых -цепей, они воздействуют на конечный выключатель и пербключагот пневмоцилиндры 30 подвижных траверс 27, которые поднимаются вверх. Далее тележки включают пневмоцилиндр 8 механизма 3, второй стержень укладывается в направляющие 10 и на защелки //. Продолжая движение, тележки снимают стержень с защелок и транспортируют его к следующей прорези 32. В то же время вилки 9 механизма 3 возвращаются в исходное положение, ожидая подачи следующего стержня. Тележки 6, переместившись до прорези 32, в которую должен быть уложен второй стержень, воздейетвуют на конечный выключатель, цепь которого подготовлена первым стержнем, и останавливается. Повторяются операции по укладке второго стержня и подготавливается цепь для третьего етержня и т. д. до укладки последнего стержня. После этого разрываетея цепь ступенчатой блокировки конечных выключателей (на чертеже не показаны), и устройство готово к укладке стержней в упоры следующей формы-вагонетки. Предмет и з о б р е т е li и я 1. Устройство для электротермического нарева и укладки арматурных стержней в упоы форм-вагонеток, включающее раму е опорыми стойками и направляющими, подающий транспортируюпдий механизмы и подвижые траверсы с толкателями, отличающееся ем, что, е целью обеспечения укладки наретых стержней под натяжением, транспорирующий механизм выполнен с подпружиненными тележками, имеющими захваты, под действием тяговых цепей перемещающиеся по иаправляющим с отжимами. 2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения передачи стержня из нагревательной установки в движущиеся подпружиненные тележки, подающий механизм выполнен с поворотным валом, имеющим вилки и подпружиненные защелки. 3. Устройство по п. 1, отличающееся тем, что, с целью погащения инерциидвил ущегося в захватах тележек стержня,толкатели подвижных траверс выполнены сопорными башмаками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для натяжения арматурных стержней | 1980 |
|
SU933910A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Устройство для перемещения и передачи подвесок с грузами | 1983 |
|
SU1133194A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Транспортерное устройство | 1937 |
|
SU54413A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
i- lF-%l1 - k Ezs5 ig|Fr T-ЧУ 5ia- i|pOni Ж I М 1 31 23 В 33 23 1 iCniSl Т .iA.-..m..,ii. 1| IIIIIIA -..
12
t J
Jr
