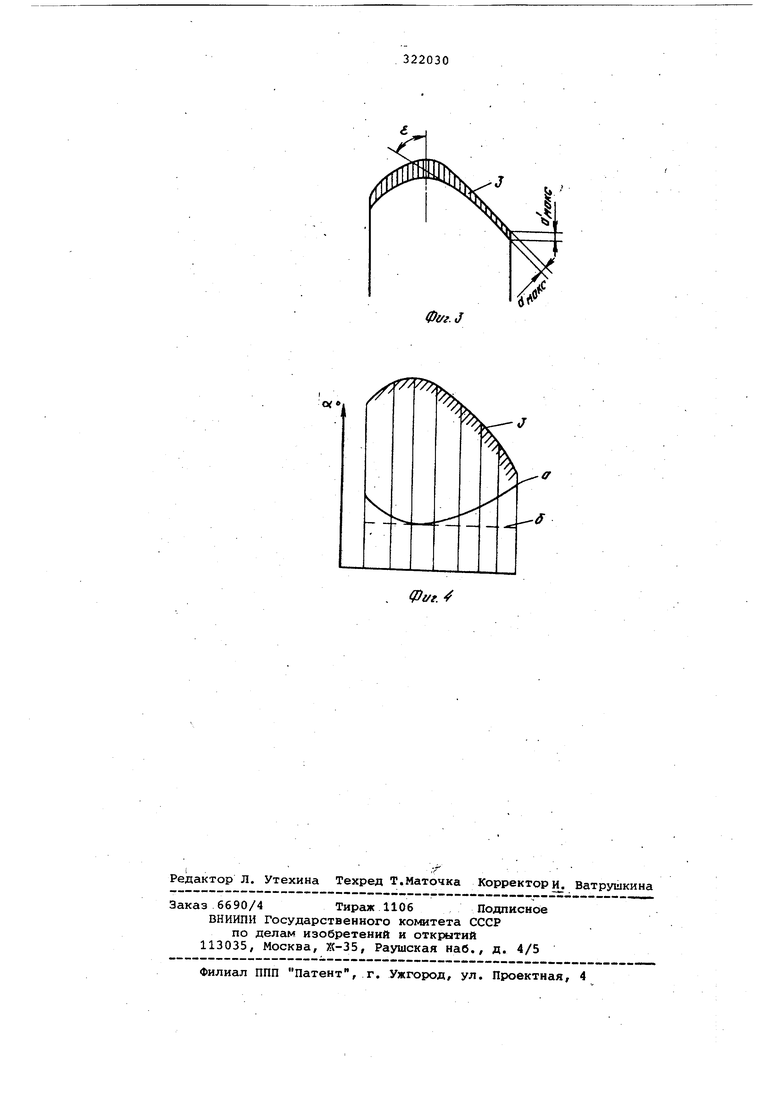
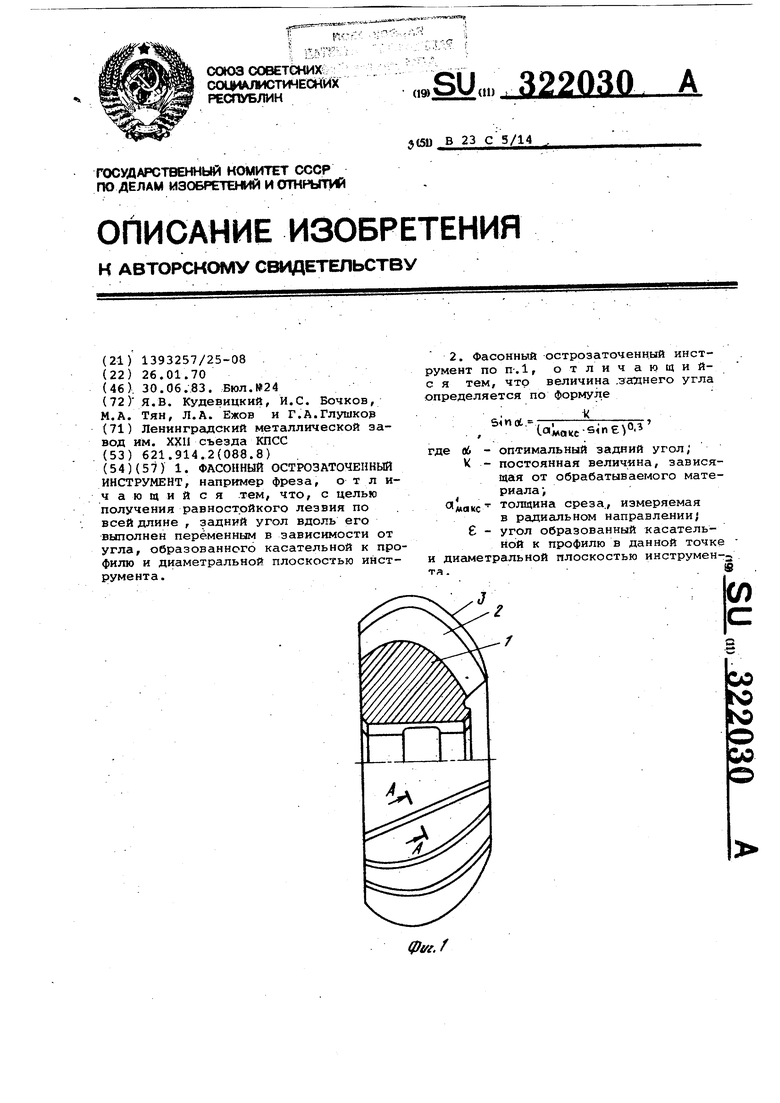
(Л Изобретение предназначено для ис пользования в металлообрабатывающей промышленности, -в частности в турбинной и авиационной для обработки профильных поверхностей т./рбинных лопаток, в инструментальной - для фрезерования стружечных канавок режущих инструментов. Известны острозаточенные фасонные инструменты, например фрезы, ко торые выполнены с постоянным задним углом вдоль режущей кромки, величин которого определяется по формуле а макс гдеа, максимальная тормозная фрез К - постоянная величина, завися щая от обрабатываемого мате риала. Постоянство заднего угла способст вует созданию неблагоприятных услови резания на отдельных участках зуба, так как геометрия не учитывает харак тер изменения толщины срезаемого сло по длине режущей кромки в зависимост от профиля инструмента, что снижает его стойкость. Описываемый инструмент отличается от известных тем,что в нем в задний уго вдоль режущей кромки выполнен переме ным в зависимости от угла, образован ного касательной к профилю и Диаметральной плоскостью инструмента, причем величина заднего угла определяет ся по формуле где oL - оптимальный задний угол; толщина ере за, измеряемая в ра диальном направлении инструмента, - угол,образованный касательно к профилю в данной точке и диаметральной плоскостью инстру мента. Такая конструкция обеспечивает равностойкость лезвия по всей длине режущей кромки. На фиг.1 изображена фасонная острозаточенная фреза-, на фиг.2 - сече-i ние А-А на фиг.1; на фиг.3 - эпюра изменения толщины срезаемого зубом фрезы слоя по длине режущей кромки; на фиг.4 - график, показывающий характер изменения задних углов по длине режущей кромки. На корпусе 1. описываемой фрезы выполнены зубья 2, лезвия которых очерчены по кривой 3. На затылочной части зуба выполнена ленточка под углом oi , менякшим свое значение по всей длине режущей кромки в зависимости от угла профиля фрезы Б , образованного касательной к профилю в данной точке и диаметральной плоскостью, причем задний угол об выполи нен максиг альным на тех участках профиля режущей кромки, которые срезают минимальную толщину стружки, и минимальньм на тех участках, которые срезают максимальную толщину. Кривая Of показывает характер изменения заднего угла вдоль режущей кромки зуба в зависимости от профиля у предлагаемой фрезы, а кривая б - у известных фрез, где задний угол постоянен. При работе описываемой фрезой создаются условия для беспрепятственного перемещения затылочной поверхности зуба в процессе фрезерования/ что уменьшает трение. Увеличение задних углов на крутых участках профиля приводит к уменьшению радиуса скругления режущей кромки О , вследствие чего улучшается процесс резания, уменьшается износ задней поверхности и повышается стойкость на ли1 4итирующих участках режущей кромки. Прочность режущей части зуба увеличивается за счет увеличения угла заострения на участках, работающих с толстыми стружками, что позволяет работать с увеличенными режимами резания. Изобретение применимо для любого вида фасонного острозаточенного инструмента, работаюш.его с переменной толщиной, среза, вдоль режущей кромки, например, для фасонных резцов, зенковок и др.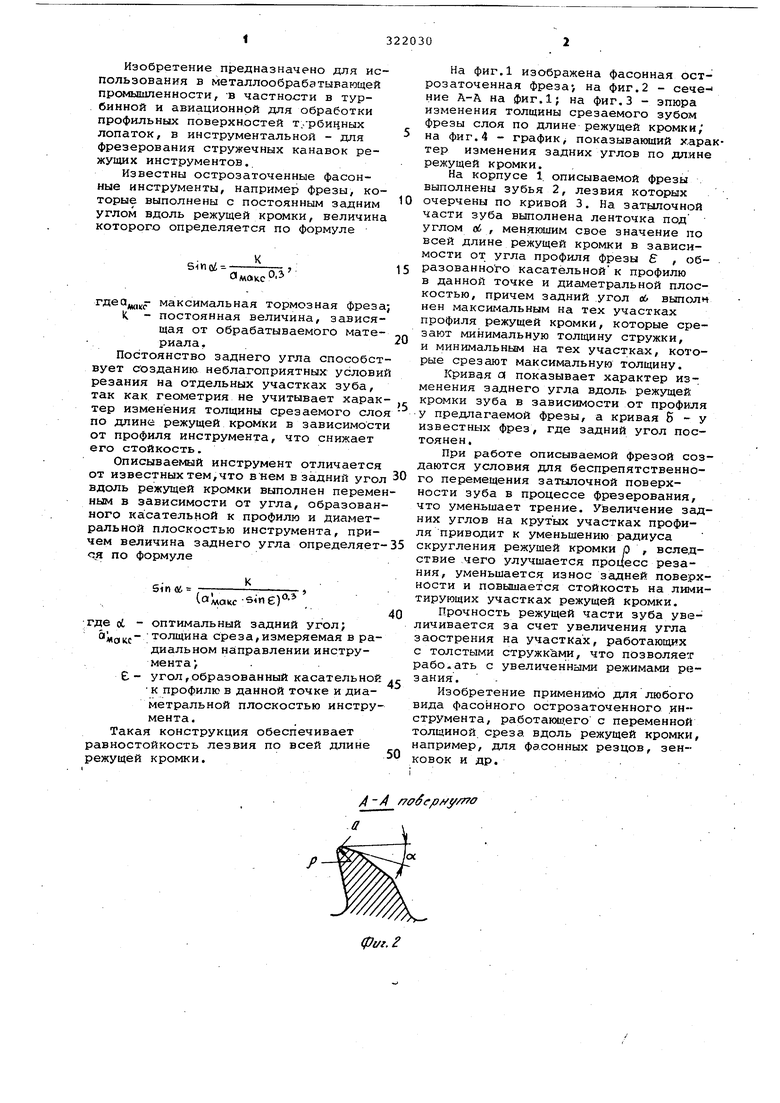
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2080219C1 |
| Способ фрезерования цилиндрических зубчатых колес | 1990 |
|
SU1715523A2 |
| ОХВАТЫВАЮЩИЙ ЗЕНКЕРНЫЙ ИНСТРУМЕНТ И СПОСОБ ВЫПОЛНЕНИЯ ДУГООБРАЗНЫХ ПАЗОВ | 1997 |
|
RU2189297C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Фреза фасонная | 1978 |
|
SU984720A1 |
| Фреза | 1986 |
|
SU1333478A1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| СПОСОБ ОБКАТКИ СО СКОЛЬЖЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШЕСТЕРНЕЙ | 2014 |
|
RU2645808C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
.
