Изобретение относится к области ковки дисков и может быть Использовано на машиностроительных заводах.
Известен снособ ковкн дисков из слитка, заключающийся в нодстуживании его, закатке цапфы, осадке и обжатии. Однако этот снособ в объеме поковки имеет значительную неравномерность деформации.
По предлагаемому способу с целью уменьшения внутренних дефектов подстуживают небиллетированный слиток, осаживают его сначала коническим усеченным бойком, затем плоскими сплошными бойками в том же направлении без удаления цапфы, после чего нагревают, протягивают и осаживают до окончательных размеров.
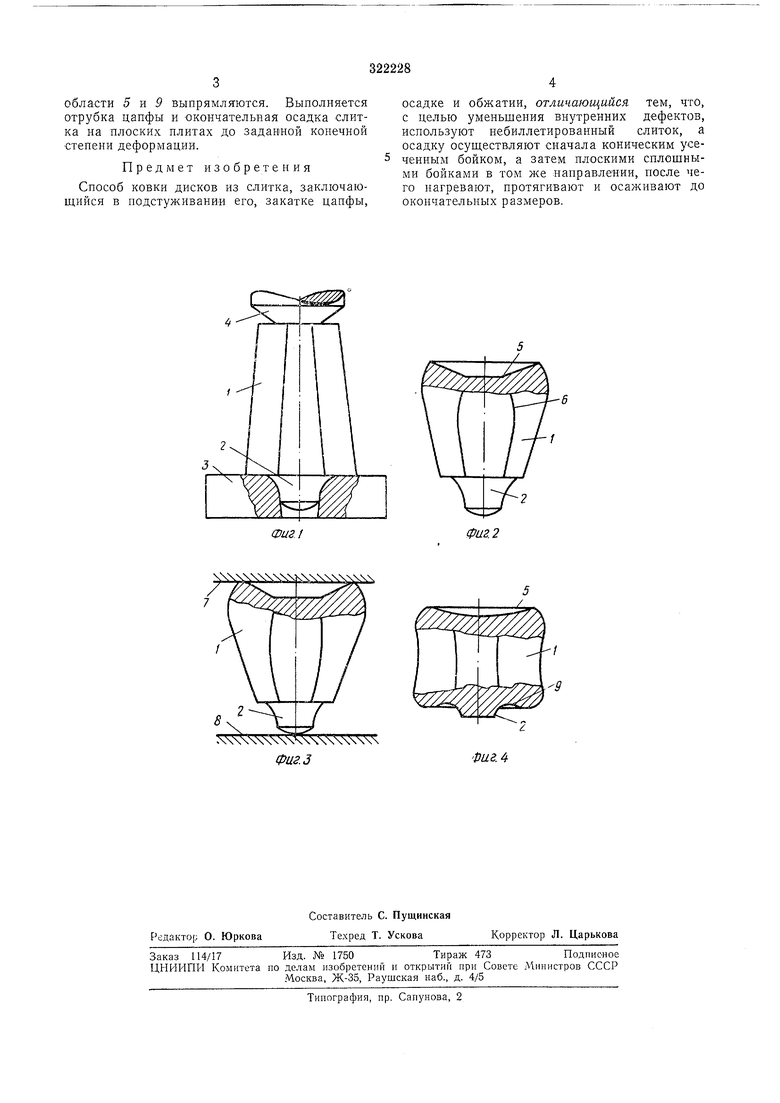
На фиг. 1 изображен сл«ток и инструмент в исходном положении; на фиг. 2 - слиток после осадки конической плитой; на фиг. 3 - слиток носле осадки нлоскими сплошными плитами; на фиг. 4 - слиток после вдавливания цапфы.
Нагретый до ковочной температуры слиток 1 подают под пресс, где производят операции предварительной ковки без биллетирования: закатку цанфы 2, рубку противоположного конца заготовки. Во время этих операций слиток охлаждается с поверхности. Носле смены кузнечного инструмента под осадку при достижении температуры на поверхности слитка значения, соответствующего нижнему пределу ковочной температуры, производят его осадку. Слиток с закатанной цапфой 2 помещают
в нижнюю осадочную плиту 3 и осаживают коническим бойком 4.
Коническая осадочная плита оказывает преимущественное силовое воздействие па осевую область 5 слитка, охлажденные новерхностные слои которого оказывают значительный боковой подпор. Новышение жесткости напряженного состояния сжатия усиливается, кроме того, наличием оребрения 6 небиллетированного слитка. Действие оребрения
как элементов жесткости облегчается из-за ускоренного их охлаждения.
Во время этих операций происходит дальнейщее охлаждение цапфы 2. Сопротивление деформации металла в цапфе поэтому становится гораздо выше, чем сопротивление внутренних осевых слоев. Ноэтому при последующей осадке плоскими сплошпыми плитами 7 и 8 цапфа выполняет роль инструмента, оказывающего сосредоточенное силовое воздействие па осевую зону слптка со стороны цапфы, т. е. охлажденная цапфа заменяет специальную нижнюю осадочную плнту.
области 5 и Р выпрямляются. Выполняется отрубка цапфы и окончательная осадка слитка на плоских плитах до заданной конечной степени деформации.
Предмет изобретения
Способ ковки дисков из слитка, заключающийся в подстулсивании его, закатке цапфы.
осадке и обжатии, отличающийся тем, что, с целью уменьшения внутренних дефектов, используют небиллетированный слиток, а осадку осуществляют сначала коническим усеченным бойком, а затем плоскими сплощными бойками в том же направлении, после чего нагревают, протягивают и осаживают до окончательных размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ КРУПНОГО СЛИТКА | 1969 |
|
SU244847A1 |
| Способ ковки крупных слитков | 1981 |
|
SU988435A1 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ ДЛЯ КОВКИ | 1971 |
|
SU295597A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
С11:±:: Ш
.
