Изобретение относится к области сварочной техники И может быть использовано для сварки оплавлением или сопротивлением очень тонких полос из различных материалов.
Известна машина для контактной стыковой сварки полос, содержащая неподвижную и подвижную части станины, соединенные между собой при помощи вала, жестко авязанного 1C одной из частей станины и опирающегося на подшипниковые опоры, устан ойЛбнные на другой части стан1И1НЫ. Однако при сварке очень тонких полос порядка 0,15 0,5 мм обычная регулировка положения свариваемых полос по вертикали при помощи клиньев или установочных винтов не обеспечивает требуемой точности, если последняя соизмерима с люфтом в подшипниках качения, вмо1нтированных в шарнирное соединение обеих частей станины.
В тех случаях, когда допустимая погрешность в положении базовых плоскостей з ажимов для свариваемых полос по высоте имеет величину того же порядка, что и порядок величин зазоров (люфтов) в подшипниках качения, установленных в шарнирном соединении станины, без выборки люфтов подшипников никакая регулировка базовых плоскостей не может быть выполнена ic требуемой точностью и не может сохранять устойчивость, поэтому должны быть приняты особые меры для выборки люфто;в подшипников.
Предложенная машина отличается тем, что на части станины, связанной ic концевыми опорами вала, смонтирована промежуточная подшипниковая опора, Зстановленная с возможностью перемещения по вертикали при помощи регулировочного механизма, а концевые подшипн икавые опоры установлены с возможностью перемещения в двух взаимно перпендикулярных направлениях при помощи соответствующих регулировочных механизмов. Такая конструкция машины улучшает качество сварного соединения в результате повышения точности взаимного положения свариваемых полос.
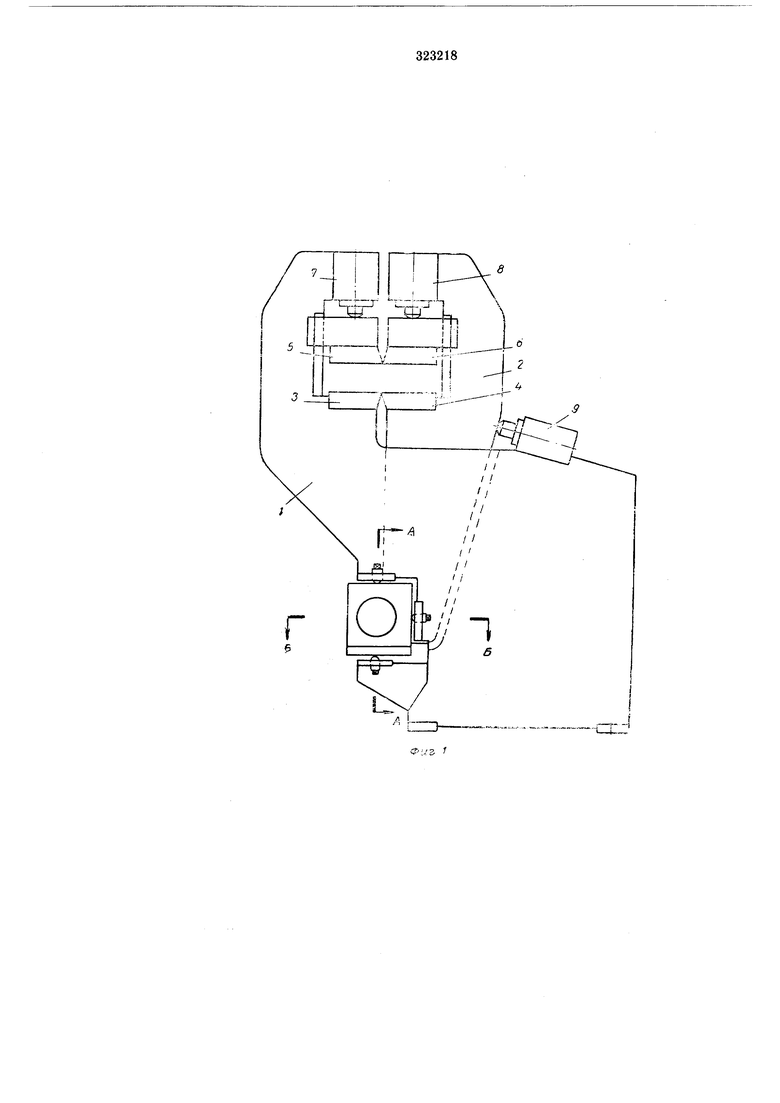
На ф.иг. 1 показана схема машины для контактной стыковой сварки тонких полос; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг.
3 -разрез по .6-Б на фиг. 1.
М ашина содержит неподвижную часть / станины с баком для мас.ча гидравлической системы ее, служащую основанием машины, на котором смонтирована подвижная поворотная
часть 2 станины. На каждой части станины закреплены нижние губки 3 и 4 зажима, верхняя плоскость которых является базовой для установки конца свариваемой полосы, и верхние губюи 5 и б зажима, приводимые гидравличедвижной часта станины относительно неподвижной осуществляется гидравлическим циЛиндром 9.
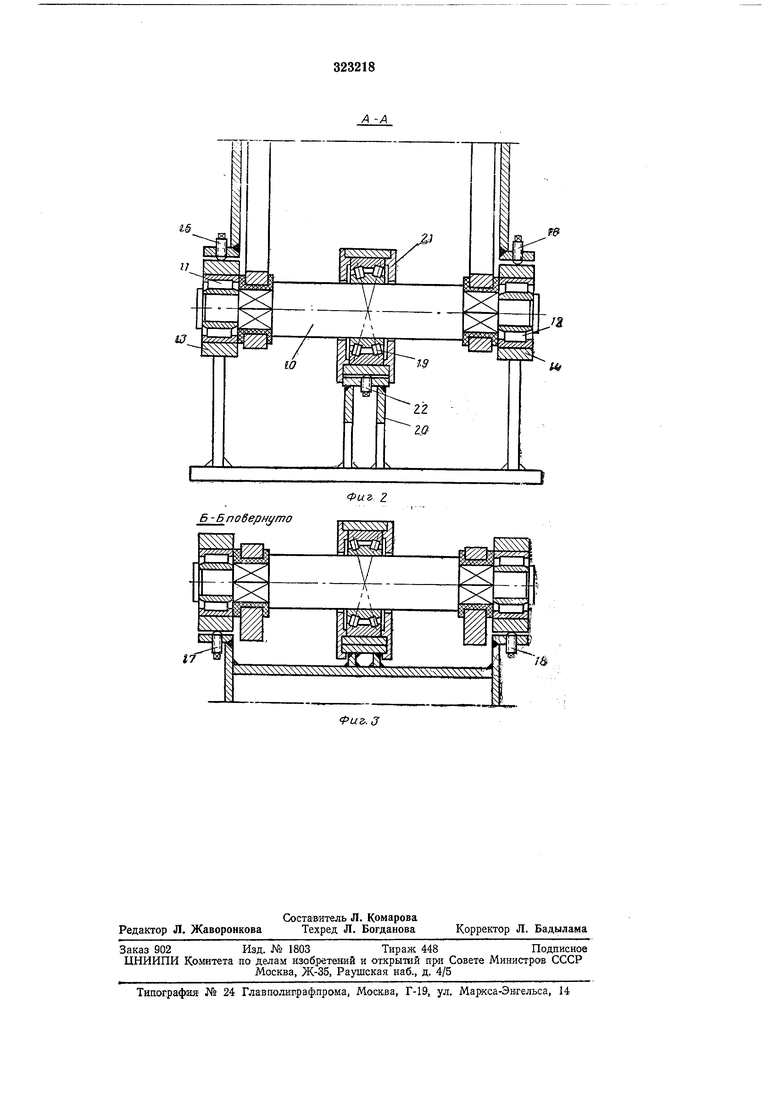
Поворотная часть станины опирается на вал 10 шарнира, вставленный в расточки части 2 стан1ины И жестко заклиненный в этих расточках. Вал 10 смонтирован поворотно в конадевых подшипниковых опорах 11 и 12, сидящих в подвиж,ных обоймах /5 и 14. Обе подвижные обоймы смонтированы с возможностью небольшого смещения в Г-о разных выемках в неподВИжной части станины -и опираются на установочные вертикальные винты 15 и 16 И горизонтальные винты 17 Л 18, ввинченныеВ борты, окаймляющие Г-об:разные выемки. При помощи установочных ъинтов можно отрегулировать взаимное положение базовой плоскости губки 4 зажима и электрода поворотной части станины относительно базовой плоскости губки 3 зажима неподвижной части станины по верникали и по горизонтали. Кроме того, установочные винты позволяют отрегулировать также строгую параллельность кролю-к обеих губок. Если бы в подщипниках качения отсутствовал люфт, такая регулировка обеспечи1ваЛа бы требуемую точность установки базовых плоскостей губок для любых сварива емых полос. В действительности же вое подшипниюи качения имеют небольшие внутренние зазоры, благодаря которым допуск на точность устаИОВК1И базовых плоскостей находится в пределах, определяемых этими зазорами. При сварке очень тонких полос толщиной порядка 0,15- 0,5 мм требующийся допуск на точность устаН01ВК1И базовых плоскостей зажимов 1имеет тот же порядок величины, что и зазор в подшипниках качания. Поэтому для обеспечения требуемой точности устаиовки необходимо исключить влияние этого зазора. С этой целью на неподвижной части станины между П1одщ1ипнимовыми опорами 11 и 12 .смонтирован прОМежуточный подшипник 19 для -вала 10. Этот подшипник Смонтирован на опоре 20 части / станины. OiCBBoe смещение среднего нодшнниика ло валу 10 отнооительно опоры 20 предот1В1ращают флавцы 21 крышек, те же фланцы предотвращают смещение подшипника 19 в горизонтальной нласкости в направлении, перпендикулярном валу 10, т. е. в направлении регулировочных винтов 17 и 18. В вертикальной плоскости подшипник 19 можно отрегулировать установочным винтом 22. Создавая ЭТИ1М винтом натяг, выбирают люфт, вызванный зазорами в элементах подшипников, и таким образом обеспечивают требуемую точHiOCTb установки независимо от величины этих
зазоров. Опоры всех подшипников изолированы электричесюи от неподвижной части станины. Зажим концов свариваемых полос 01существляется верхними губками 5 и 6, перемещаеМЫМ1И гидравлическими цилиндра ми 7 и 8.
Предварительную настройку машины произвадят следующим образом. Вращением винтов 15, 16 и 22 добиваются точного расположения базовых поверхностей губо;к 3 н 4 в одной пло|Ско1Сти. При этом винты 15 и 16 определяют
пЮложение базовой поверхности губки 4 относительно губк И 3, а винт 22 осуществляет натяг и выборку люфтов подшипников. ВращениleM винтов 17 т 18 изменяют угол между передними крышками обеих губок 5 и 4 и добиваются точной параллельности обеих кромок.
Предмет изобретения
Машина для контактной стыковой сварки преимущественно то1Н.К1Их полос, содержащая неподвижаую и подвижную части станины, соединенные между собой при помощи вала, жестко связа.нного с одной из частей статины и
опирающегося концами на подщипниковые опоры, установленные на другой части станины, отличающаяся тем, что, с цачью улучщения качества сварного соединения в результате повышения точности взаимного поло жен1ия
свариваемых полос, на часии станины, связанной с концевыми опорами вала, смонтирована промежуточная подшипниковая опора, устанавленная с возможностью перемещения по вертикали при помощи регулировочного механизма, а концевые подшипниковые опары установлены с воЗможностью перемещения в двух взаимно перпендикулярных направлениях при помощи ооответствующих регулировочных механизмов.j
„.,j-f -
Б -Бповернуто
Фиг.. 3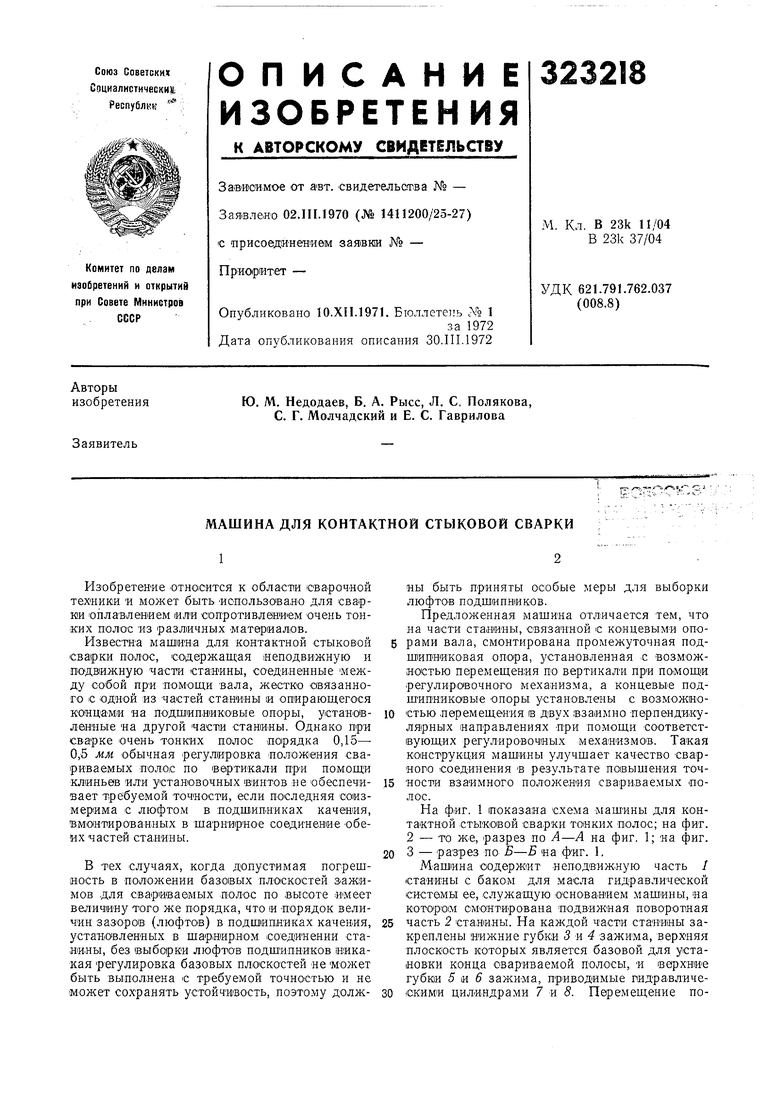
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| Машина для контактной стыковой сварки сопротивлением | 1989 |
|
SU1736680A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| СТАНИНА СТЫКОСВАРОЧНОЙ МАШИНЫ | 1971 |
|
SU300272A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| УСТРОЙСТВО СТЫКОВОГО СОЕДИНЕНИЯ СВАРКОЙ ПОЛОС ЛИСТОВОГО ПРОКАТА | 2007 |
|
RU2436662C2 |