Изобретение относится к устройствам для стыковой контактной сварки.
Известна станина стыкосварочной машины, состоящая из двух шарнирно связанных частей, одной неподвижной, а другой подвижной, охватывающей ее своими концами. Однако известная станина не обеспечивает нужной корректировки положения деталей.
Отличием предложенной станины является то, что концы подвижной части станины, выполненные вилкообразными, связаны с шарниром с помощью установленных па четырехугольных подушек с тремя клиновидными рабочими поверхностями, взаимодействующими посредством клинообразных разжимных элементов, перемещаемых с помощью винтовых пар, с рабочими поверхностями вилок. Это отличие позволяет повысить качество сборки деталей под сварку.
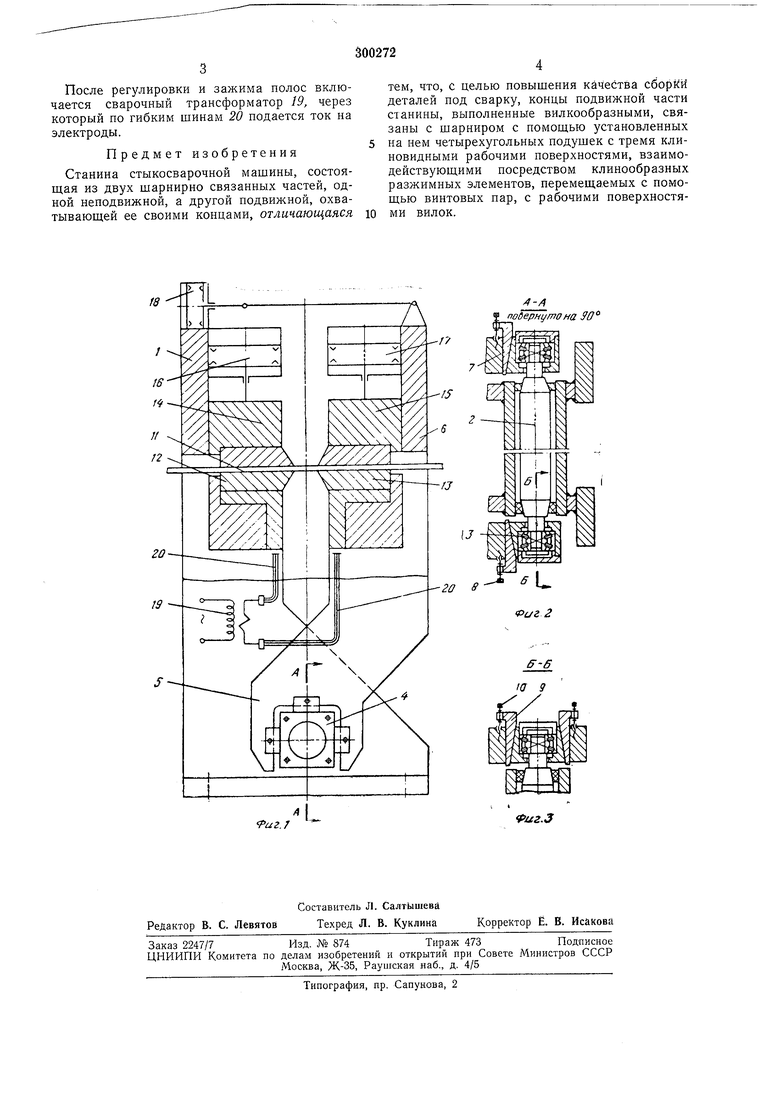
На фиг. 1 изображена схема станины, вид сбоку; на фиг. 2 - разрез но Л-Л на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
На неподвижной части / станины через изоляцию закреплен шарнир 2, на обоих концах которого установлены подшипники 3. На шарнир 2 с подшипниками 3 надеты иодушки 4 прямоугольного сечения, вставленные в выемки вилкообразных концов 5 подвижной части 6 станины, опирающейся на концы шарнира 2 неподвижной части станины через две
-f)
подушки 4. Между каждой подушкой 4 и дном выемки в соответствующих концах подвижной части станины установлен клин 7, перемещаемый винтом 8. Между боковыми стенками выемки и боковыми граиями каждой подушки 4 установлено по два клина 9, перемещаемых винтами 10.
Свариваемые полосы // укладываются на губку J2 ненодвил ной части стаиипы и губку
13 подвижной части станины и прижимаются соответственно верхними губками 14 и 15, управляемыми гидроцилиндрами 16 и 17. Сближение частей 1 и 6, с целью контакта концов свариваемых полос 11, осуществляется с помощью гидроцилиндра 18. Совпадение по высоте передних кромок губок 12 и 13 достигается перемещением клиньев 7. Если уровни кромок не совпадают только с одной какойнибудь стороны, перемещают только один из
этих клиньев. Совмещение боковых краев губок, а также регулирование их параллельности, осуществляется перемещением одной или обеих пар клиньев 9 при помощи винтов 10. Регулирование однажды отрегулированных
губок практически приходится осуществлять пе чаще одного-двух раз в педелю только при смене электродов, вследствие чего наличие сравнительно большого количества регулировок не сказывается на производительности
После регулировки и зажима полос включается сварочный трансформатор 19, через который по гибким шинам 20 подается ток на электроды.
Предмет изобретения
Станина стыкосварочной машины, состоящая из двух шарнирно связанных частей, одной неподвижной, а другой подвижной, охватывающей ее своими концами, отличающаяся
тем, что, с целью повышения качества сборки деталей под сварку, концы подвижной части станины, выполненные вилкообразными, связаны с шарниром с помощью установленных на нем четырехугольных подушек с тремя клиновидными рабочими поверхностями, взаимодействующими посредством клинообразных разжимных элементов, перемещаемых с помощью винтовых пар, с рабочими поверхностями вилок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковые двухпарные ножницы | 1983 |
|
SU1138264A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1972 |
|
SU323218A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| ТРУБОСВАРОЧНАЯ КЛЕТЬ | 2009 |
|
RU2392076C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ РАБОЧИХ ВАЛКОВ В ПРОКАТНОЙ ЛИНИИ | 2005 |
|
RU2354471C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
fuz.7
-Л
побернутона 50°
fU2.3
