Изобретение относится к области автОМатизации производственных процессов и может быть использовано при создании автоматических загрузочных устройств.
Известны устройства для перемещения деталей, в которЫХ Подъемные рычати с поддерживающими роликами связаны тягами с гайками, сидящими на ходовом винте и последовательно перемещающимися при вращении этото винта.
Целью пред лат а ем ото изобретения является согласование посладовательното ноступательното И поворотното движения рычажных захватов траверсы от привода ее поворота.
Цель достигается тем, что несущие втулки рычажных захватов .выполнены в виде имеющих торцовые муфтовые пазы и выступы гаек с закрепленными на них упорами для захвата и переноса перегружаемых изделий.
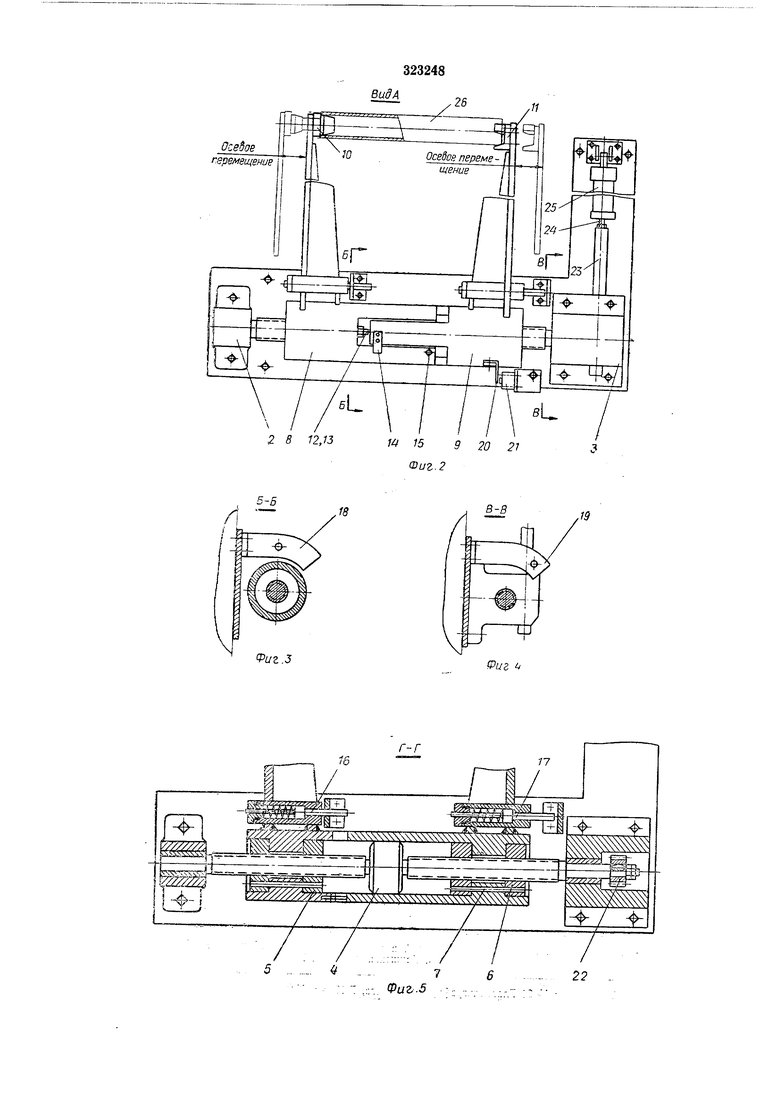
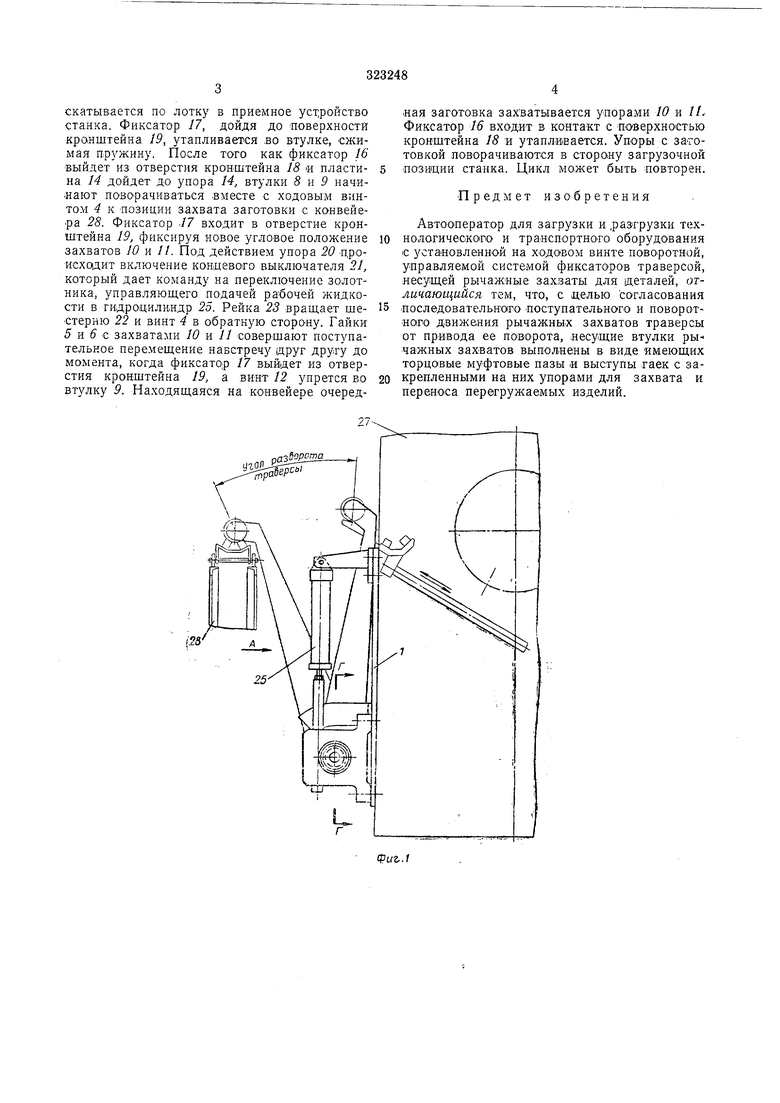
На фиг. 1 показан предлагаемый автооперато,р, вид сбоку; на фиг. 2 - то же, вид Л; на фиг. 3 - разрез по Б-Б; на фиг. 4 - разрез по В-В; на 1фиг. 5 - разрез по Г-Г.
На опорной плите / автооператора установлены подшипники скольжения 2 ,H 3, в которых вращается ходовой винт 4, имеющий два участка с мнотозаходной трапециевидной резьбой. На одном участке нарезана правая резьба, на другом - левая. На pe3b6oiBbie участки (Навинчены гайки 5 и 5, к которым штифтами 7
прикреплены втулки 8 и 9, снабженные выступами и пазами. Выступы одной гайки входят в соответствующие пазы другой гайки. К втулкам приварены упоры 10 и 11, служащие для захвата и переноса перегружае.мых деталей. Взаимное перемещение втулок 5 и 9 ограничено вернутым во втулку 8 винтом 12 с контргайкой /5 и укрепленной на втулке 9 пластиной 14, контактирующей с упорОМ 15. Упоры 10 и // снабжены подпружиненными фиксаторами 16 и 17, взаимодействующими с неподвижио закрепленными на плите / кронштейнами 18 и 19.
Втулка 9 снабжена упором 20, воздействующим на концевой выключатель 21. На конце ходового винта 4 установлена шестерня 22, сцепленная с зубчатой рейкой 23, приводимой в движение штоком 24 гидроцилиндра 25.
В исходном положении втулки 8 и 9 сближены, упоры 10 и :11 удерживают заготовку 26 и повернуты « загрузочной позиции станка 27. Фиксатор 16 входит в отверстие кронштейна 18, фиксатор J7 не контактирует с кронштейном 19, винт 12 упирается во втулку ,9.
скатывается по лотку в приемное ус1:;роиство станка. Фиксатор 17, дойдя до поверхности кронштейна 19, утапливается .во втулке, сжимая прзжину. После того как фиксатор 16 выйдет из отверстия кронштейна 18 « пластина 14 дойдет до упора 14, втулки S и Р начи«ают поворачиваться вместе с ходовым винтом 4 к ПОЗИЦИИ захвата заготовки с конвейера 28. Фиксатор .17 входит в отверстие кронштейна 19, фиксируя новое угловое положение захватов W и 11. Под действием упора 20 лроИСХ01ДИТ включение кондевого выключателя 2J, который дает команду на переключение золотника, управляющего подачей рабочей жидкости в гидроцилиндр 25. Рейка 23 враш,ает шестерню 22 и винт 4 в обратную сторону. Гайки 5 и 5 с захватами 10 и // совершают поступательное перемещение навстречу друг другу до момента, когда фиксатор 17 выйдет из отверстия кронштейна 19, а винт 12 упрется во втулку 9. Находящаяся на койвейере очеред«ая заготовка захватывается упорами 10 и П. Фиксатор 16 входит в контакт с поверхностью кронштейна 18 и утапливается. Упоры с заготовкой .поворачиваются в сторону загрузочной позиции станка. Цикл может быть повторен.
Предмет изобретения
Автооператор для загрузки и разгрузки технологического и траисиортного оборудования € установленной на ходовом винте поворотной, управляемой системой фиксаторов траверсой, несущей рычажиые захваты для деталей, огличающийся тем, что, с целью согласования последовательното Поступательного и поворотного движения рычажнЫХ захватов траверсы от привода ее поВОрота, несущие втулки рычажных захватов выполнены в виде имеющих торцовые муфтовые пазы и выступы гаек с закрепленными на них упорами для захвата и переноса перегружаемых изделий.
.J
ВидА
В-8
(Риг 
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Загрузочное устройство | 1975 |
|
SU558776A1 |
| Металлорежущий станок | 1977 |
|
SU680858A2 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| УСТРОЙСТВО СМЕНЫ ИНСТРУМЕНТА | 1989 |
|
SU1674453A3 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Транспорт автоматической линии | 1989 |
|
SU1830332A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |