Известны устройства для обкатывания наружных сферических поверхностей самоподающей роликовой головкой, в корпусе которой смонтирована цапфа, несущая на своих концах деформирующие элемепты, расположенные под углом самоподачи.
Предлагаемое устройство отличается тем, что кронштейны подпружинены, установлены в цапфе с возможностью поворота вокруг осей в плоскости вращения деформирующих элементов и связаны между собой шпилькой, расположенной в отверстиях сферических щайб, помещенных в кронштейнах. Такое выполнение позволяет обкатывать сферические поверхности, имеющие значительную эллинсность направляющей и образующей.
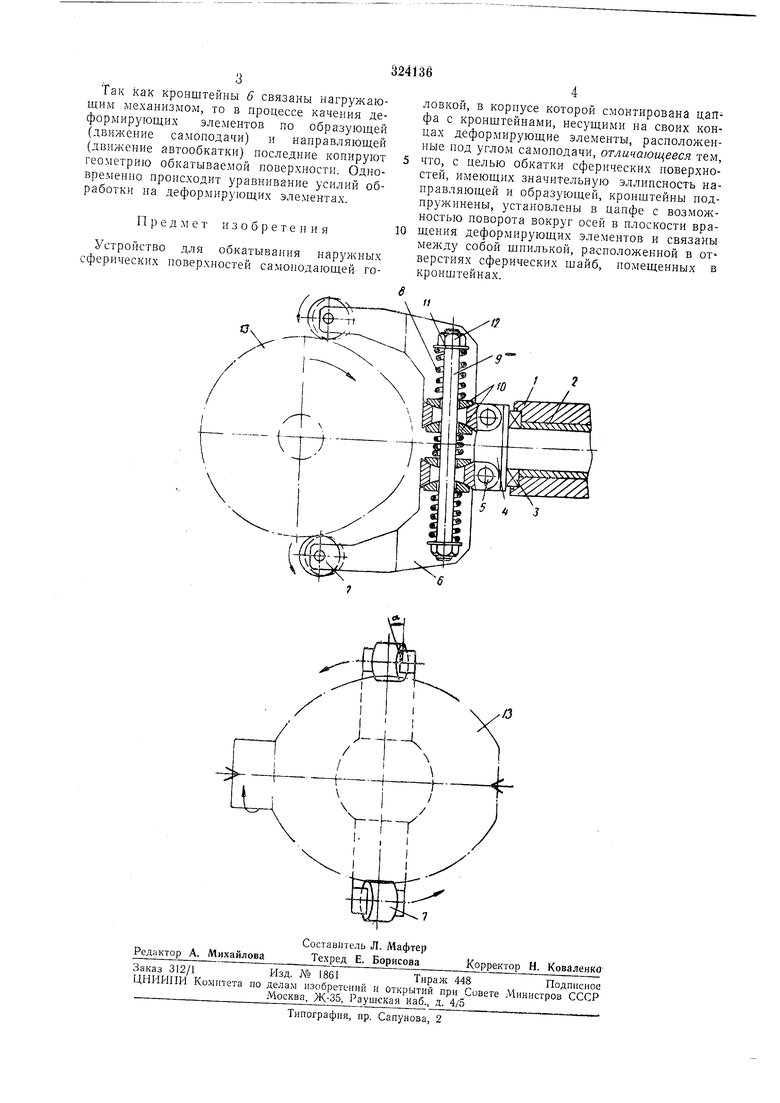
На чертеже изображено описываемое устройство, общий вид с частичным разрезом и вид спереди.
В корпус 1 помещают подшипник 2 скольжения и упорный подщииник 3 качения, а в них располагают цапфу 4, на которой симметрично посредством осей 5 монтируют кронщтейны 6, несущие на своих концах деформирующие элементы 7, например ролики. Оси роликов скрещиваются с продольной осью устройства под некоторым углом а, отличным от прямого, что обеспечивает самоподачу инструмента.
Кронщтейны 6 установлены в цапфе 4 с возможностью поворота вокруг осей 5 и связаны между собой дифференциальным нагружающим механизмом, выполненным в виде
пружины 8 и шпильки 9, проходящей через отверстия сферических щайб 10, помещенных в кронштейнах. Усилие пружины 8 регулируется путем поджима щайбами // и гайками 12.
Устройство работает следующим образом.
Обрабатываемая деталь 13 устанавливается
в центрах станка, а описываемое устройство-
в резцедержателе станка. Таким образом,
продольная ось устройства проходит через
центр детали 13, а кронщтейны 6 располагаются в вертикальной плоскости. Затем винтом поперечной подачи станкЪ- устройство подводят к обрабатываемой детали 13 до соприкосновения с ней деформирующих элементов 7, создавая при этом технологический натяг.
При вращении детали 13 деформирующие элементы 7, будучи установлены под углом самоподачи, создают круговое по
образующей детали 13. При новороте цапфы 4, несущей кронштейны 6 с деформирующими элементами до своего крайнего положения, вращение детали 13 реверсируют, а направление движения самоподачи изменяется
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обкатывания наружных сферических поверхностей | 1972 |
|
SU462708A2 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| ГОЛОВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ШАРОВЫХ ПОВЕРХНОСТЕЙ | 1966 |
|
SU185724A1 |
| БИЬЛИСГЕНД_ | 1973 |
|
SU367581A1 |
| Раскатник | 1989 |
|
SU1682143A1 |
| Установка для механизированного электроискрового легирования | 1977 |
|
SU643275A1 |
| Расточная головка | 1989 |
|
SU1814986A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ЦАПФ КОНТЕЙНЕРА | 2013 |
|
RU2523378C1 |
| Раскатник для обработки наружных цилиндрических и торцовых поверхностей | 1989 |
|
SU1682144A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОГО И УПРОЧНЯЮЩЕ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1972 |
|
SU422575A1 |
