Изобретение относится к области прокатки.
Известны агрегаты для зачистки металлов способом термофрезероваиия.
Описываемый агрегат отлич ается тем, что загрузочные и разгрузочные штанги вынолнены в виде подъемнььх реек, причем загрузочная штанга снабжена кантующими рычагами, а разгрузочная - холостым роликом. Это повышает качество зачистки.
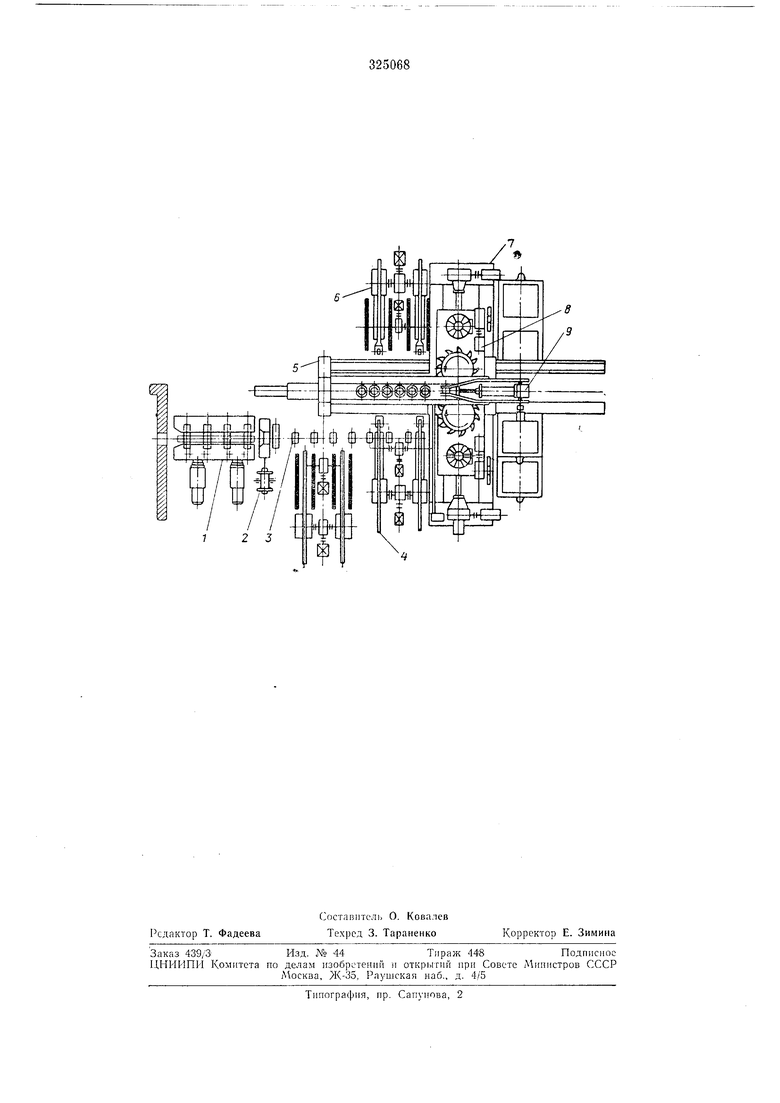
На чертеже показан нредлагаемый агрегат,
Он имеет правильный нресс /, втулочный кантователь 2, подающий рольганг 3, задающее устройство 4, подвижную раму стола 5. приемное устройство 6, фрезерные маш1П1ы 7 и 8, подъемпый механизм 9.
Лгрегат работает следуюндим образом. По сигиалу с нульта управления агрегата заготовка из нагревательной нечи подается на рольганг правильного пресса.
Линейками пресса заготовка правится в одной илоскости, передается в кантователь 2, кантуется, правится во второй плоскости и выдается на подающий рольганг 3. По рольгангу заготовка подается до упора, остапавливается и снимается с рольганга штангами задающего устройства 4. Штанги подают заготовку непосредственно в раму-стол 5. Перемещающаяся на штангах заготовка упирается в упорные ролики приемного устройства 6,
которое п это время упирается в подвижную раму-стол 5.
Затем заготовка вместе со щтаигами спускается на башмаки рамы стола и зажимается пневматическими цилиндрами, вмонтированньпи в раму-стол, а штанги этил времеием убираются. Зажатая в подвижном раместоле saiQ-iOBKa нодается на фрезерование к машшгам 7 л 8. Следящее устройство дает ко.маиду на настройку фрез в необходимое положение в заыюимостн от толщины снимаеv.Ot стружки.
II р е д мет и 3 о б р е т е н и я
1.Агрегат тер.мофрезерной зачистки, содержащий две верт1 кально вращающиеся фрезы, установленные в каретках загрузочные и разгрузочные И1танги, стол для зажима подачи заготовок, отличаюищйся тем, что, с целью повьпиеиия качества зачистки, указанные штанги выполнены в виде подъемных реек, причем загрузочная штанга снабжена кантующими рычагами, а разгрузочная - холостым роликом.
2.Агрегат по и. 2, отличающийся тем, что, с целью слежения за толщиной снимаемого металла, он снабжен установленным на каретке щупом, связанным с сельсином электропривода кареток.
| название | год | авторы | номер документа |
|---|---|---|---|
| В. И. ЗОЛОТОЕ, С. Е. Жердев, В. Ф. Кудимов,С. В. Мерекин, Н. В. Гайдуковский, А. Е. Муриков, Г. Н. Саваник,И. Г. Шибанов, И. В. Томас, М. Г. [Иейнберг, Е. П. Пиотрковскаяи И. М. Никифоров | 1967 |
|
SU205795A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЗАКАЛКИ КОЛЕС | 1973 |
|
SU389155A1 |
| ШЛЕППЕРНОЕ УСТРОЙСТВО | 1971 |
|
SU311675A1 |
| МЕХАНИЗИРОВАННЫЙ СТЕЛЛАЖ С КАНТОВАТЕЛЕМ | 1972 |
|
SU328966A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ | 1969 |
|
SU237540A1 |
| УСТРОЙСТВО для РАЗБОРКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК ПО ОДНОЙ или НЕСКОЛЬКО из ПАКЕТА | 1968 |
|
SU218793A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |