Известны литейные формы для изготовления решеток электродов свинцово-кислотного аккумулятора, содержащие подвижную и неподвижную нолуформы, последняя из которых выполнена с пазом по периметру, па нижней « боковых сторонах которого установлены ограничители растекания жидкого металла.
Для упрощения конструкции предлагается ограничители выполнять в виде подпружине|{ных фиксаторов.
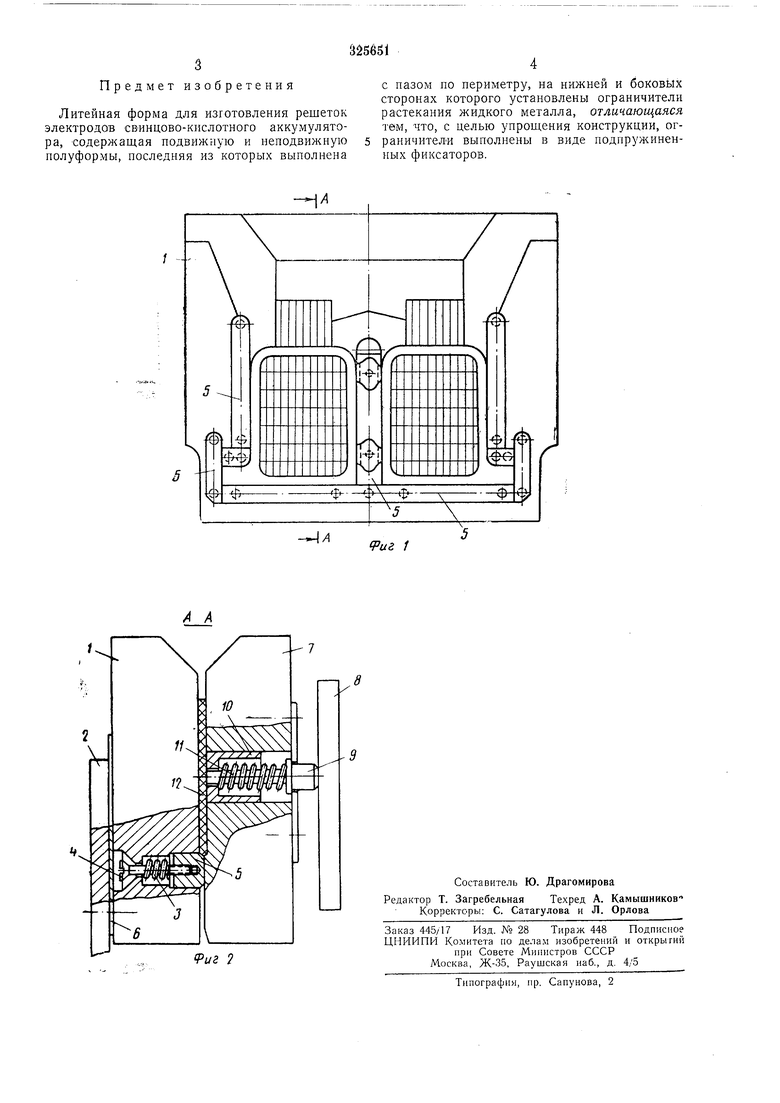
На фиг. 1 изображена предложенная л итейная форма; на фпг. 2 - разрез по Л-А па фиг. 1.
Литейная форма состонт из двух иоловин, одна из которых-неподвижная 1-укреплена посредством кронштейна 2 на нланшайбе автомата. Неподвижная половина имеет по периметру пазы, в которых закрепляются подпружиненные с помощью нружин 3 с винтами 4 для регулирования зазоров фиксаторы а. Отверстия для регулировочных винтов 4 защищены щитком 6.
Вторая - подвижная 7 - половина формы имеет возможность перемещаться по колонкам возвратно-поступательно с помощью механизма открывания и закрывания литейной формы. Открываясь, эта половина формы через плиту 8 и выталкиватель 9, закрепленный в подвижной половине формы с помощью стакана 10 и возвращаемый в первоначальное положение
пружиной //, выталкивает готовую решетку 12 на транспортер.
Работа литейной фор.мы заключается в следующем.
Каждая форма, укрепленная на нланщайбе автомата, подходит к месту заливки ее сплавом закрытой. Нри этом подвижная 7 половина формы прижата к неподвижной /, а подпружиненные фиксаторы отрегулированы так, что позволяют выбрать зазоры, что избавляет от необходимости учитывать расширение формы при нагреве и создавать зазоры. Но мере движения планшайбы автомата с закрепленпыми па ней литейными формами вступает в работу механизм открывания и закрепления литейной формы, действие которого передается через подвижную плиту 8 на выталкиватели 9, которые выталкивают решетку на транспортер, нодающий ее на рольные ножницы для отрезки верхней, литниковой, части решетки.
Далее готовые решетки транспортируются к месту контроля, а обрезная литниковая часть возвращается в котел. Нри заливке литейной формы сплавом газы продавливаются по всему периметру формы в местах соединения подпружиненных фиксаторов, обеспечивая полученпе чистой, безоблойной решетки по всему периметру, за исключением верхней, лнниковой, части ее.
Предмет изобретения
Литейная форма для изготовления решеток электродов свинцово-кислотного аккумулятора, содержащая подвижную и неподвижную полуформы, последняя из которых выполнена
с пазом по периметру, на нижней и боковых сторонах которого установлены ограничители растекания жидкого металла, отличающаяся тем, что, с целью упрощения конструкции, ограничители выполнены в виде подпружиненных фиксаторов.
Риг 1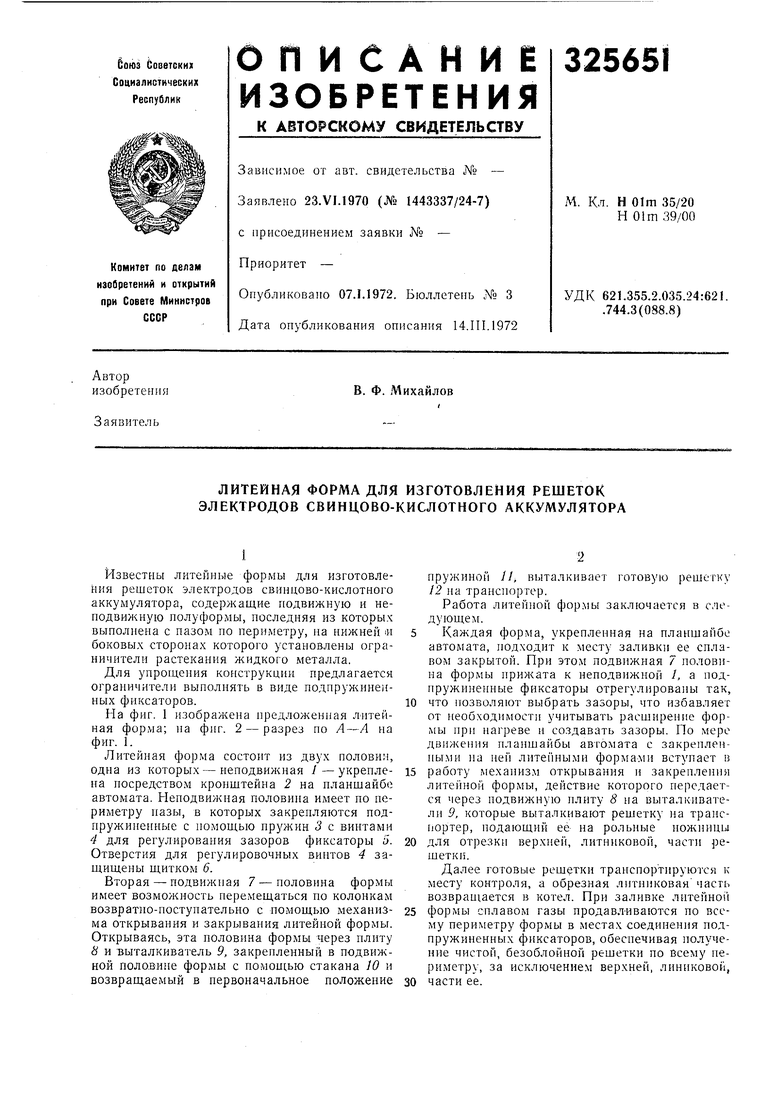
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления решеток электродов свинцовых аккумуляторов | 1960 |
|
SU132279A1 |
| ВСЕСОЮЗНАЯ :|ПАТ[^НТ!Ш ГаШ1«!Г КДВ| | 1972 |
|
SU357628A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1138237A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1344497A1 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU718283A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Устройство для изготовления решеток свинцового аккумулятора | 1987 |
|
SU1511788A1 |
| ВСЕСОЮЗНАЯЯАТ?йТ:;й-'СХЙИЧН€1ГлЛ 6^'.dr.i.ii'7eim I'ABAАвторы | 1973 |
|
SU376839A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |