Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям.
Цель изобретенияраснжрение технологических возможностей, снижение затрат на изготовление и улучшение условий эксплуатации пресс-формы.
На фиг. 1 изображена пресс-форма, поперечный разрез; на фиг. 2 - разрез А- А на фиг. 1; на фи|-. 3 - разрез Б - Б на фи|. 1; на фиг. 4 - сменный блок, вид в плане; на фиг. 5 - разрез В - В на фиг. 4; на фиг. 6 и 7 - разрез Г-Г на фиг. 3 (пресс-форма в момент выталкивания моделей и в поло- женин замены сменны.х блоков соответственно) .
Пресс-форма содержит подвижную I и неподвижную 2 полуфор.мы. В подвижной полуформе 1 установлены литниковая втулка 3 квадратного сечения и центрирующая втулка 4, в неподвижной полуформе 2 - рассекатель 5 также квадратного сечения. В углы квадратов литниковой втулки 3 и рассекателя 5 угловыми пазами устанавливаются сменные блоки 6, каждый из которых имеет подвижный 7 и неподвижный 8 полублоки, фиксируемые между собой посредством штифтов 9 и 10. Полублоки поджимаются к литниковой втулке 3 и рассекателю 5 болтами 11 и закрепляются двумя винтами 12 каждый. Строго координированное расположение штифтов 9 и 10 и отверстий под винты 12 позволяет устанавливать на каждой из полуформ 1 и 2 одновременно и независимо друг от друга по четыре полублока 7 и 8. Выталкиватели 13 выполнены в сборе с неподвижными гтолублока.ми 8 и снабжены пружинами 14. Сменный блок 6 включает также охладитель 15, шайбу 16, гайку 17, скрепляющие болты 18 и 19 и винт 20. Пресс-форма крепится на опорной плите 21, упорах 22 и 23 и толкателях автомата 24, при этом для толкателей автомата 24 предусмотрены отверстия с заслонкой 25 в прижимной 26 и толкательной 27 плитах и колонки 28. Посредством контртолкателей 29 и 30 и штырей 31 толка- тельная 27 и прижимная 26 плиты возвращаются в исходное положение. В плитах расположены втулки 32 и 33.
Пресс-форма работает следующим образом.
Запрессовка модельного состава производится через литниковую втулку 3 и рассекатель 5. После затвердевания происходит раскрытие пресс-формы: толкатели автомата
24 упираются в заслонку 25 и начинают нередвигать ее вместе с прижимной 26 и толкательной 27 плитами по колонкам 28. Толкательная плита 27 вместе с прижимной плитой 26 упирается в выталкиватели 13,
которые при дальнейшем совместном движении с плитами выталкивают модели. При закрытии пресс-формы контртолкатели 29 и 30 и штыри 31 возвращают прижимную 26 и толкательную 27 плиты в исходное положение. Выталкиватели 13 также возвращаются в исходное положение при помощи пружин 14. Далее цикл повторяется.
Пресс-форма по;мн). от;|инат1 одновременно детали )а.личной конфигурации и при необходимости переоборудовать пресс- форму заменой одного блока на отливку
новой детали. Это осуществляется следующим образом. Заслонка 25 нри закрытом положении пресс-формы смещается вручную, освобождая отверстия н прижимной 26 и толкательной 27 плитах для прохода
толкате.чей автомата 24, после чего п)оиз- водится раскрытие пресс-формы. При этом прижимная 26 и толкательная 27 плиты остаются на месте. В этом положении пресс- формы сменные блоки 6 демонтируются и за.меняются на другие и поджимаются
болтами 1 1: подвижный полублок 7 - к литниковой втулке 3, а неподвижный 8 к рассекателю 5, и закренляются винтами 12.
Фо/).иула изобрегени.ч
Пресс-форма для изготовления вынлавля- емых моделей, содержащая подвижную и неподвижную полуформы с матрицами, опорную плиту с колонками, .читниковую втулку, контактирующую с рассекателем, выталкиватели, толкате, 1ьную и нрижимную плиты, отличающаяся тем, что, с целью расширения технологических возможностей, снижения затрат на изготовлеиие и улучшения условий экснлуатации, она снабжена заслонками, расположенными между толкательной и прижимной плитами, а матрицы установлены на неподвижной полуформе и выполнены в виде сменных блоков с закрепленными на них подпружиненными выталкивателями, при этом в матрицах выполнены угловые пазы для их фиксации на нолуформах с помощью прижимных болтов.
/1-Л
25
Фиг 2
5-6
11
фигЗ
в-в
Фиг.6
30
/ у I -™i - / J , / / /
/ к , i / / / /.
25
Ф
2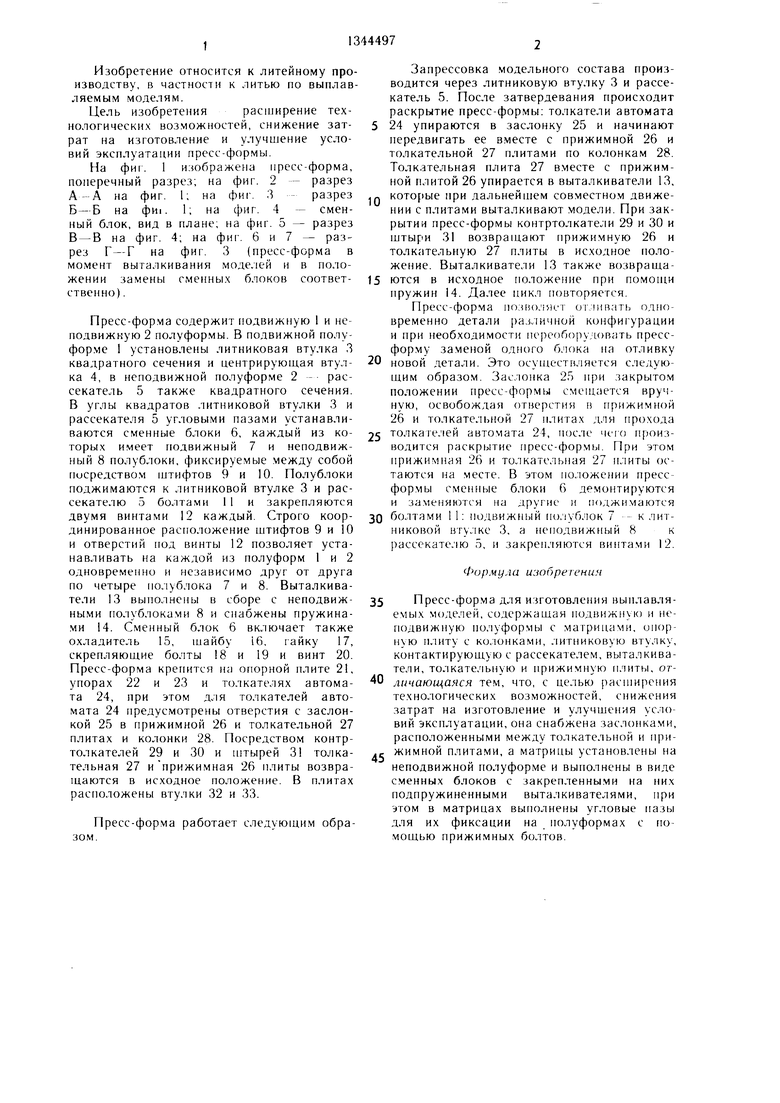
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU822973A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Пресс-форма для литья под давлением | 1991 |
|
SU1792360A3 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444054A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Пресс-форма для литья под давлением | 1981 |
|
SU1006056A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1503990A1 |



Изобретение относится к литейному производству, в частности к литью но вьн1 лавляемым моделям. Целью изобретения является расширение технол(Л ически возможностей, снижение зат)ат на изготон- .ление и у,1уч1пение ус,1овий :(ксг1луатании. Ни подвижной 1 и ненодвижной 2 iio, iy- ({1орма. крепятся матрицы, выполненные к Bii.ie сменных блоков Н. На блоках (. которые установлены на неподвижиой полу- 1|)орме 2, смонтированы подпружиненные 1и,1та.ткивате.ти 13. Блоки 6 закреп.тяются на 11о. 1уф()рмах 1 и 2 с номон1ьк) торцовых поджимных болтов и фиксируются своими уг. ювыми пазами к ,1итниковой втулке 3 и рассекате, 1ю 5, которые имеют четырехугольную форму. Между то.жате.чь- ной 27 и прижимной 2(i п.читами устапов- лены зас. юнки, а в п.лигах 26 и 27 вы- нолнен1)1 отверстия д, 1я то.чкателей авто мата. При замене сменных б.юков 6 заслонка смещается и то.чкатели автомата входят в отверстия, не сдвигая толка- те,И)Ную плиту 27, чго позволяет демон- тироват1 блоки 6, не снимая нресс- (f)opMy с автомата. 7 ил. ю (Л 28 00 4 26
Фиг.1
Ч
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ред | |||
| Я | |||
| И | |||
| Шкленника и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU822973A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
