Изобретение относится к области производства асбоцементных листов на листоформатных машинах, в которых используются приборы для измерения толщины асбоцементного листа, формуемого с помощью форматного барабана и пресс-вала с резиновым ободом.
Но основному авт. св. Лг 251432 известно устройство, недостатком которого является большая погрешность при измерении толщины асбоцементных листов из-за деформации резинового обода пресс-вала.
Цель изобретения - компенсация влияния деформации резинового обода пресс-вала.
Достигается это тем, что в прибор включен манометрический измеритель давления в прижимаемом пресс-вал гидроцилиндре, снабженный дифференциальным трансформатором, вторичная обмотка которого последовательно соединена со вторичной обмоткой дифференциального трансформатора датчика толщины и индикатором толщины, и плунжер которого связан с манометром измерителя давления, причем кинематическая связь прессвала с плунжером дифференциального трансформатора датчика толщины выполнена в виде кинематической цепи, последовательно обхватывающей две звездочки, одна из которых установлена на пресс-валу, а другая - на оси кулачка датчика толщины, контактирующего с плунжером.
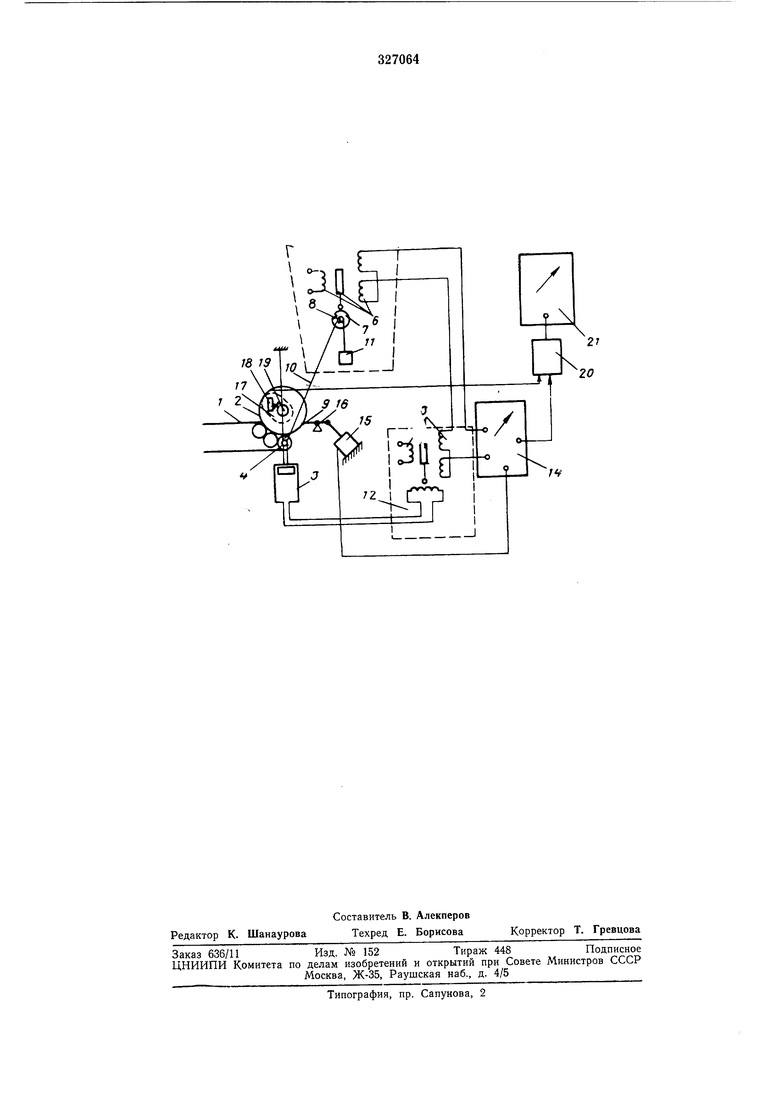
Прибор для измерения толщины формуемого асбоцементного листа вместе с другими узлами листоформовочной машины изооражен на чертеже.
5 Сукно У подает асбоцементную пленку для намотки на форматный барабан 2. Для создания необходимого давления формования машина снабжена гидроцилиндром J (их может быть несколько, прижимающим пресс-вал 4
0 к барабану /. 1олщина фор.муемого листа измеряется датчиком о толщины, состоящим из дифференциального трансформатора 6 и кулачка л на оси которого жестко закреплена звездочка 8. На пресс-валу 4 также установлена звездочка У, имеющая возможность вращаться. Звездочки 8 и 9 обхватываются цепью 10, один конец которой жестко закреплен, а ко второму подвешен груз 11 со стороны кулачка 7. Груз 11 обеспечивает постоянное натяжение цепи 10. Кулачок 7 контактирует с плунн ером дифференциального трансформатора 6.
Измеритель 12 давления в гидроцилиндре 3 представляет собой манометр, чувствительный
5 элемент которого соединен с плунжером Д1 ференциального трансформатора 13.
Вторичные обмотки дифференциальных трансформаторов 6 и 13 и вход шкального индикатора 14 соединены носледовательно. К индикатору 14 подсоединен привод 15 ножа 16, срезающего отформованный лист.
Листоформовочная машина снабжена также счетчиком 17 оборотов форматного барабана 2 (тождественно счетчику числа наматываемых асбоцементных пленок). Счетчик 17 может быть выполнен, например, в виде концевого выключателя 18 и контактируюш его с ним кулачка 19, закрепленного на оси форматного барабана 2. Для контроля за средней 1ОЛШИНОЙ асбоцементной пленки, подаваемой сукном 1 и определяемой по толщине формуемого листа, нолученного за фиксированное число оборотов барабана 2 (число асбоцементных пленок), установлен преобразователь
20с релейной схемой управления. ИреобразоЕа;ель 20 соединен со счетчиком 1/ и индикатором 14 толщины лнста. Выход нреобразователя 20 соединен со шкальным указателем
21средней толщины нленки.
Прибор для измерения толщины асбоцементного лпста в листоформовочной машине работает следующнм образом.
На сукно 1 подается асбоцементная нлеика, которая затем поступает на форматный барабан 2. Необходимое давление формования создается гпдроцилиндром 3, посредством которого осуществляется соответствующее прижатие пресс-вала 4 к барабану 2. С началом процесса наложения асбоцементной пленки на поверхность барабана 2 начнет изменяться положение оси пресс-вала 4. Это изменение посредством звездочек 9 и 8, цепи 10 и груза // преобразуется в поворот кулачка 7. Поворот кулачка 7 в свою очередь обусловит изменение напряжения во вторичной обмотке дифференциального трансформатора 6.
Изменение давления в гидроцплиндре 3 посредством манометра и дифференциального трансформатора 13 также преобразуется в напряжение.
Вторичные обмотки дифференциальных трансформаторов 6 и 13 включены последовательно, поэтому напряжение их вторичных обмоток алгебраически складывается, что компенсирует погрешность измерения толщины формуемого листа и средней толщины пленки, происходящую из-за деформации резинового обода пресс-вала. Полученное таким образом суммарное напряжение подается на индикатор 14. При равенстве суммарного напряжения и установленного, соответствующего
заданной толщине формуемого листа, индикатор 14 вырабатывает сигнал, который цостунает в цепь управления привода 15, который передвигает нож 16, осуществляющий срез отформованного листа.
,.
С индикатора 14 сигнал Taicii e поступает на
преобразователь 20, куда поступает и сигнал со счетчика 17. Релейная схема преобразователя 20 преобразует эти входные сигналы и выдает сигнал, соответствующий средней толщине асбоцементной пленки, на шкальный указатель 21.
Предмет изобретения
Прибор для измерения толщины формуемого асбоцементного листа по авт. св. № 251432, отличающийся тем, что, с целью
компенсации влияния деформации резинового обода нресс-вала, в прибор включен манометрический измеритель давления в прижимаемом пресс-вал гидроцилиндре, снабженный дифференциальным трансформатором,
вторичная обмотка которого последовательно соединена со вторичной обмоткой дифференциального трансформатора датчика толщины и индикатором толщины, и плунжер которого связан с манометром измерителя давления,
причем кинематическая связь пресс-вала с плунжером дифференциального трансформатора датчика толщины выполнена в виде кинематической цени, последовательно охватывающей две звездочки, одна из которых
установлена на пресс-валу, а другая - на оси кулачка датчика толщины, контактирующего с плунжером.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОР ДЛЯ КОНТРОЛЯ РАБОТЫ СЕТОЧНОЙ ЧАСТИ АСБОТРУБНОЙ ФОРМОВОЧНОЙ МАШИНБ1 | 1972 |
|
SU327060A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ПРЕССОВАНИЯ АСБОЦЕМЕНТНЫХ ТРУБ | 1972 |
|
SU327061A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ПРЕССОВАНИЯ АСБЕСТОЦЕМЕНТНЫХ ТРУБ | 1972 |
|
SU435941A1 |
| БИБЛИО1 ::^КА | 1973 |
|
SU390960A1 |
| Устройство для регулирования толщины асбестоцементного наката | 1975 |
|
SU557918A1 |
| Система для автоматического регулирования давления прессования асбестоцементных труб | 1975 |
|
SU603582A1 |
| Устройство для производства цветных изделий на листоформовочной машине | 1976 |
|
SU551171A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1976 |
|
SU742148A1 |
| Устройство для автоматического управления асбоцементной листоформовочной машиной | 1977 |
|
SU695826A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ СТЕНОК АСБЕСТОЦЕМЕНТНОЙ ТРУБЫ ФОРМУЕМОЙ НАВИВКОЙНА СКАЛКУ | 1969 |
|
SU251432A1 |