Изобретение относится к производству штепсельных разъемов, находящих широкое применение в электротехнике, радиотехнике и приборостроении.
Известен автомат для сортировки гнезд штепсельных разъемов, который в качестве контрольного приспособления придается к ударным устройствам для обжатия лепестков гнезда. Автомат содержит питаюшее устройство, приемники для слабых, тугих и годных гнезд, а также измерительное устройство, выполненное в виде связанного с кулачком ползуна с закрепленным на нем калибровочным штырем, входящим в гнездо, и соединенного с грузом, величина которого соответствует заданному усилию разъема гнезда со штырем. Однако известный автомат обладает малой эффективностью, так как выход годных деталей с заданным усилием расчленения, обжатых на ударных устройствах, не более 30%.
-а остальные требуют повторной обработки.
Целью изобретения является обжатие гнез. да, фиксация положения его лепестков и доработка тугих гнезд.
Для этого автомат снабжен соосно установленными на станине- поворотными столом и .расположенным над ним- сепаратором, кото-рый кинематически связан со столом и имеет скорость вращения меньшую, чем скорость вращения стола, и на котором смонтировано
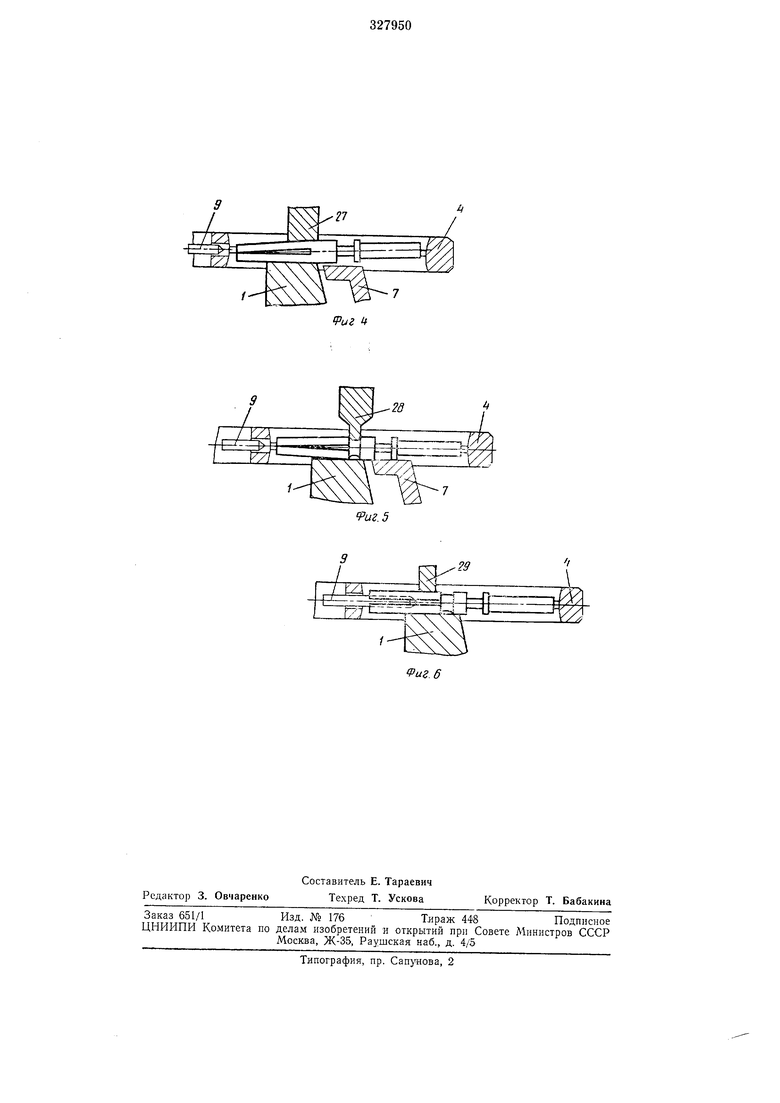
несколько измерительных устройств. Автомат снабжен также неподвижно закрепленными на станине над сепаратором и расположенными по ходу его вращения устройством для радиального обжатия гнезд, устройством для образования кольцевых канавок, фиксирующих положение лепестков гнезда, и устройствами для доработки тугих гнезд. При этом калибровочный штырь закреплен на ползуне
каждого измерительного устройства шарнирно, а кулачок, связанный с ползуном, неподвижно закреплен на станине.
С целью повышения точности измерения ползун измерительного устройства связан с
дополнительным кольцевым копиром, жестко закрепленным на станине и передающим калибровочному штырю дополнительные осевые усилия в процессе разъема. На фиг. 1 изображен предлагаемый автомат; на фиг. 2-то же, кинематическая схема; на фиг. 3 - устройство для обжатия, устройство для образования кольцевых канавок и устройство для доработки тугих гнезд; на фиг. 4-6 - последовательные операции обработки гнёзд.
Описываемый автомат содержит вращающийся стол /, выполненный в виде конусного кольца и лежащий на опоре 2, которая неподвижно соединена со станиной 3. Сепаратор 4
пазы для фиксации обрабатываемых гнезд в определенном положении. Привод 6 служит для вращения стола 1 и сепаратора 4. На опоре 2 укреплена планка 7, которая поддерживает обрабатываемые гнезда в горизонтальном положении на определенном участке. Измерительные приспособления 8 с калибровочными штырями 9 расположены на сепараторе в оси его пазов и связаны с грузами 10, вес которых незначительно превышает нижний предел усилия разъема. На враш,аюш,ейся опоре 5 закреплены механизмы 11 для подключения грузов 12. На стойке 13 находится копир 14 для подключения грузов 12, копир 15, который действует на измерительные приспособления, и траверса 16. На траверсе укреплены прижимные устройства 17 для радиального обжатия гнезд 18, для образования кольцевых канавок 19, для обработки тугих гнезд. Копир 20 предназначен для придания динамики при измерении усилия разъема, и копир 21 - для принудительного снятия гнезд с усилием разъема, превышающим заданное. Питатель 22 крепится к траверсе и согласован с пазами сепаратора. Вибробункер 23 соединен с питателем лотком 24. На опоре 2 укреплена тара 25 для слабых гнезд и тара- 26 для годных гнезд. Конструкции прижимБых устройств отличаются только прижимными планками 27, 28 и 29, имеющими разные формующие поверхности, соответствующие зонам обработки. Шток 30, на котором закреплены прижимные планки 27, 28 и 29, заключен в корпусе 31, благодаря которому щток имеет регулировку по высоте и по усилию, необходимому для обработки гнезд. Регулировка по высоте относительно поверхности стола / производится гайкой 32. Усилие для обработки гнезд устанавливается пружиной 33 посредством гайки 34.
Подлежащие обработке гнезда на бункера 23 по лотку 24 подаются в питатель 22 ориентированными относительно стола 1 и поступают в пазы сепаратора 4. В пазах сепаратора детали находятся с незначительными зазорами и могут свободно вращаться при прокатывании. На столе 1 гнезда расположены так, что центр тяжести их находится за диаметром меньшего основания конусной части стола 1 и могут выпадать из пазов сеператора 4. Стол 1 и сепаратор 4 связаны кинематически и вращаются от привода 6, причем скорость вращения стола 1 в два раза больше скорости вращения сепаратора. Нри вращении стола и сепаратора гнезда увлекаются и попадают под прижимное устройство 17, где при прокатывании происходит радиальное обжатие гнезд до усилия расчленения, равного или незначительно превышающего заданное. Затем гнезда попадают под прижимное устройство 18 для образования кольцевых канавок, фиксирующих положение лепестков гнезда. После выхода обрабатываемого гнезда из зоны действия прижнмного устройства копир 15 действует на измерительное приспособление 5, и калибровочный штырь Р входит в гнездо на определенную глубину. Груз 10. непосредственно связанный с измерительным приспособлением и по весу незначительно превышающий нижний предел заданного усилия расчленения, действует на калибровочный штырь 9, пытаясь расчленить его с гнездом. При дальнейшем вращении стола 1 и сепаратора 4 от копира 14 через механизм 11 к измерительному приспособлению подключается груз 12. Так происходит измерение усилия расчленения. Суммарный вес грузов 10 и 12 соответствует верхнему пределу заданного усилия расчленения. Если усилие расчленения
обжатого гнезда по каким-либо причинам окажется меньше нижнего предела заданного, то калибровочный штырь под действием груза 10 расчленится с гнездом в начале измерения. Это гнездо под собственным весом упадет в
тару 25 для слабых гнезд. Если усилие расчленения обжатого гнезда получилось в пределах заданного, то при действии груза 10 штырь-калибр 9 останется в сочленении с гнездом, и лишь при подключении груза 12
произойдет расчленение. Обработанное гнездо под собственным весом упадет в тару 26 для годных гнезд. Размеры тары 25 и тары 26 подобраны так, чтобы они обеспечивали попадание обработанных гнезд при работе
автомата, а их размещение согласовано с работой грузов 10 и 12. Если усилие расчленения обжатого гнезда оказалось больше верхнего предела заданного, то при совместном действии грузов 10 и 12 гнездо остается
в сочленении с калибровочным штырем и поступит под прижимное устройство 19, где при прокатывании уменьшается усилие расчленения. При этом измерительное приспособление находится в контакте с копиром 15, а копир
14 возвращает груз 12 в исходное положение.
После выхода обрабатываемого гнезда из
зоны действия прижимного устройства 19
происходит измерение усилия расчленения
аналогично вышеописанному. Процесс уменьшения усилия расчленения может быть повторен до тех пор пока усилие расчленения не будет в пределах заданного. Для этого сила воздействия на гнездо каждого последующего прижимного устройства должна быть выше
предыдущего, и после каждого прижимного устройства должно производиться измерение усилия расчленения и иметься тара 25 и тара 26. Если по каким-либо причинам гнездо осталось в сочленении и со штырем-калибром 9
после прохождения всех прижимных устройств, то копир 21 принудительно расчленит калибровочный щтырь 5 с гнездом, которое попадет в тару. Планка 7, укрепленная на опоре 2, не допускает выпадения обрабатываемых гнезд из пазов сепаратора и удерживает их па столе 1 в горизонталньом положении на определенном участке при загрузке в пазы сепаратора, прохождении в зоне работы прижимных устштырем 9. Регулируемые прижимные устройства 17, 18 и 19 установлены с возможностью регулировки расстояния до несущей поверхности стола на определенное усилие давления, характерное для каждого из них, и в зависимости от назначения имеют формующие поверхности, которые действуют на обрабатываемые гнезда в определенной зоне. Для повышения точности измерения усилие расчленения обрабатываемых гнезд измеряется в динамике: во время действия грузов 10 и 12 копир 20, закрепленный на стойке 13, перемещает ползуны контрольных приспособлений в момент измерения усилия расчленения обрабатываемых гнезд. Это необходимо для ликвидации влияния инерционных сил на результаты замера.
Предмет изобретения
1. Автомат для сортировки гнезд штепсельных разъемов, содержаший смонтированное на станине питающее устройство, приемники для слабых, тугих и годных гнезд, а также измерительное устройство, выполненное в виде связанного с кулачком ползуна с закрепленным на нем калибровочным штырем, входящим в гнездо, и соединенного с грузом, величина которого соответствует заданному усилию разъема гнезда со штырем, отличающийся тем, что, с целью обжатия гнезда, фиксации положения его лепестков и обеспечения возможности доработки тугих гнезд, он снабжен соосно установленными на стаииие
22 Hid 2113 St5
75 6
поворотными столом и расположенным над ним, кинематически связанным с ним и вращаюишмся со скоростью меньшей, чем скорость вращения стола, сепаратором, на котором смонтированы вышеупомянутое измерительное устройство и по крайней мере два дополнительных ттзмерительных устройства, а также неподвижно закрепленными на станине над сепаратором и расположенными по ходу
0 его вращения устройством для радиального обжатия гнезд, устройством для образования кольцевых канавок, фиксируюп.1,их положение лепестков гнезда, и устройствами для доработки тугих гнезд, при этом калибровочный
5 штырь закреплен на ползуне каждого измерительного устройства п арнирно, а кулачок, связанный с ползуном, иеподвижтю закреплен на станине.
2.Автомат по п. 1, отличающийся тем, что,
0 с целью повьтитения точности измерения, ползун измерительного устройства связан с дополнительным кольцевым копиром, жестко закрепленным на станине и передающим калибровочному штырю дополнительные осевые
5 усилия в процессе разъема.
3,Автомат по пи. 1 и 2, отличающийся тем, что устройство для обжатия гнезд, устройство для образования кольцевых канавок и устройство для доработки тугих гнезд выполнены в виде прижимных планок, расположенных над сепаратором с возможностью регулировки их расстояния от несущей поверхности стола.
Фиг. 2
30
Ili8.l9
2Щ29
Риг.З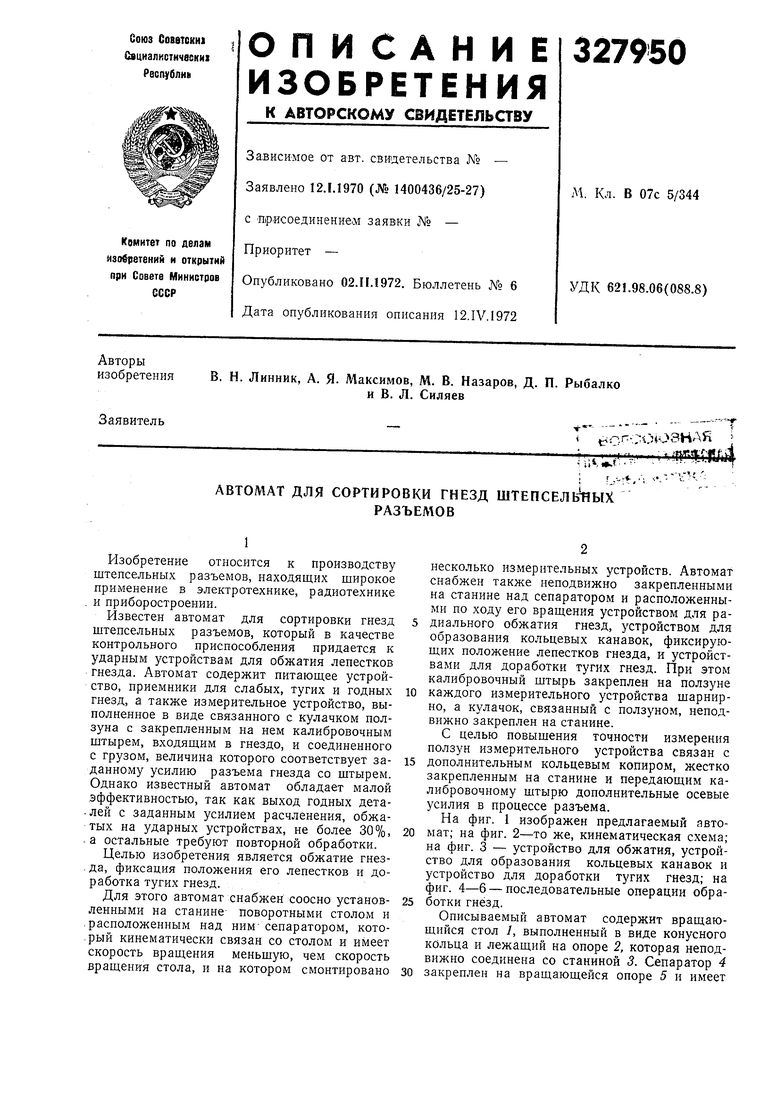
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1976 |
|
SU698684A1 |
| Автомат для контроля и сортировкигНЕзд шТЕпСЕльНыХ РАз'ЕМОВ | 1979 |
|
SU820912A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |
| СПОСОБ КОНТРОЛЯ ГНЕЗД ШТЕПСЕЛЬНЫХ РАЗЪЕМОВ | 1970 |
|
SU259980A1 |
| Устройство для контроля усилия расчленения элементов электрических соединений | 1977 |
|
SU691701A1 |
| Автомат для обработки и контроля деталей | 1988 |
|
SU1609539A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |