Изобретение относится к области металлургии, а именно к термической обработке сложных поверхностей, тина кулаков, экснентрнков и т. н.
Известен полуавтомат для закалки ирн гязонламенном нагреве крупногабаритных деталей, содержащий станину, шпиндель для угтяновки изделия н копира, рычаги конироваль ной системы, на одном из которых установлена горелка. В нем одинаковая температуря нагрева поверхности деталей обеспечивается ноддержаннем на ностоянном уровне линейной скорости нагреваемой гюверхности птип.снтельно горел ки. Однако этот полуавтпмят не обеснечивает нормального ноложения иламени горелки к иоверхности изделия. В столе ие предусмотрено устройство для управления процессом нагрева пеносредственно по температуре. Вследствне этого нмеет место неравномерный нагрев участков поверхности по контуру и значительные изменения структуры н твердости лосле закалки, т. е. снижение кячеств .продукции.
Цель изобретения - автоматизация процесса термообработки. Это достигается тем, что на рычаге копировальной системы установлен датчик нормали, управляющий поворотом горелки и снабженный датчиком температуры, сфокусированным на поверхность изделия зонами нагрева и охлаждения, причем
датчик температуры является входным звсно.м электронного блока, подающего снгнал на регулятор нередаточного отнощения вариаторов главного привода полуавтомата.
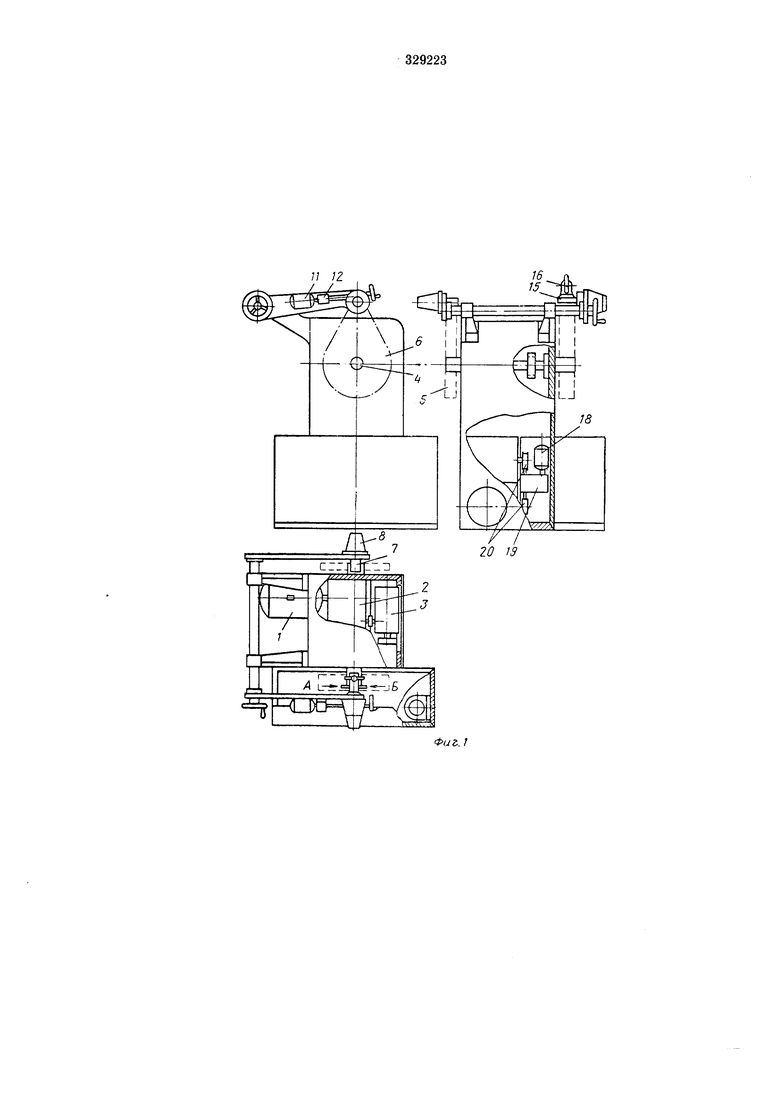
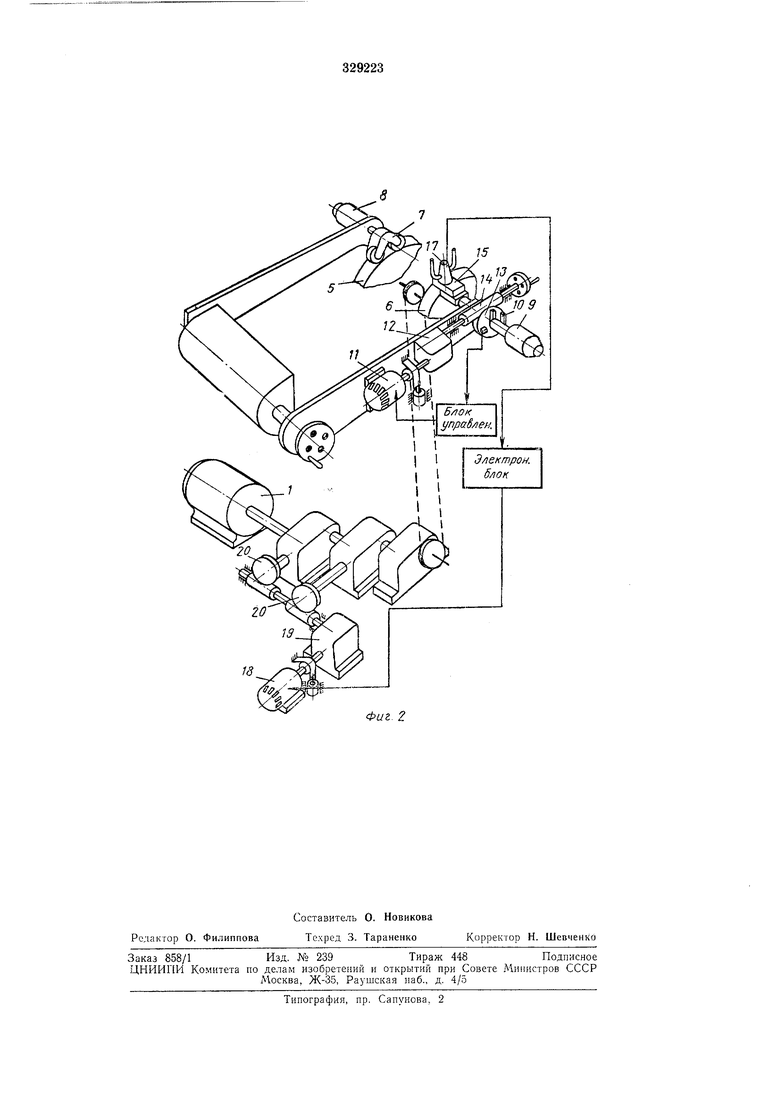
На фиг. 1 изображен полуавтомат, общни вид; на фиг. 2-то же, принципиальная схема.
Полуавтомат работает следующим образом.
Движенне от главного двигателя привода / через два последовательно соединенных вариатора 2, редуктор 3 и цепную передачу постуиает на шпиндель 4. Наличие двух вариаторов позволяет плавно измеинть число оборотов 1НН1И1ДСЛЯ в достаточных для регулирования иределах. Вранинощийся шниндель нессг на себе од1Н1аково сорие)1тироБанные коннр 5 и.обкатываемое изделие 6.
Ролики датчика нормали 7, обкатываясь ою копиру 5, иоворачивают ось сельсин-датчика tS 1Ч)ответствеиио повороту нормали к поверхг.остн копира. На этот же угол поворачивается и ось сельсин-прнемника 9. Причем, если отклонение нормалн окажется выше допустимого значения (:r:U5) то, в завнсимости от направления отклонения нормали, замыкается одни из контактных переключателей 10. При этом включаются реле, управляющие электродвигателем II. Вращение от двигателя через редуктор 12 и червячную пару 13 и 14 передастся на закалочную горелку 15, закрепленную иа оси червячной пары 13, происходит до
замыкания переключателя 10. Таким образом, нормальное положение горелки имеет место Бри 1 езамкнутых контактах. В процессе закалки за счет изменения линейной скорости поверхности изделия сложной конфигурации относительно горелки и других причин изменяется температура нагрева поверхности. Это изменение фиксируется фотодиодом 16 датчика 17, включенных в схему моста постоянного тока, сбалансированного при сигнале датчика соответствующего заданной температуре нагрева. Сигнал разбаланса запускает реле, управляющее работой электродвигателя 18. Двигатель через редуктор 19 и червячную пару 20 меняет передаточное отношение вариаторов, а, следовательно, и поверхностную скорость изделия до тех пор, пока температура не станет равной заданной, а д-юст не сбалансируется. Таким образом, температура нагрева поддер}кивается в некотором интервале Гщщ - - Tmax, среднее значение которого соответствует температуре настройки и сбалансированному состоянию моста.
Руководствуясь таблицами зависимости скорости изделия от температуры нагрева ориентировочно устанавливается необходимая скорость вращения щпинделя, для чего нереключатель рода работ устанавливают в положение «ручное управление и изменяют передаточное отношение вариатора включением двигателя 18. Необходимое число оборотов шпинделя прочитывается по указателю на вариаторе. Включение в схему реле запуска дает возможность начать поиск поверхностной скорости с предварительной установкой в момент достижения объектом температуры Гщах, при которой срабатывает реле максимальной температуры и своими контактами отключает реле запуска.
Допустимое отклонение пламени горелки от нормали по поверхности изделия устанавливается смещением конта ктов 10.
Предмет изобретения
Полуавтомат для закалки при газопламенном нагреве крупногабаритных деталей, содержащий станину, шпиндель для установки изделия и копира, рычаги копировальной системы, на одном из которых установлена горелка, отличающийся тем, что, с целью автоматизации процесса термообработки деталей при газопламенном нагреве, на рычаге копировальной системы установлен датчик нормали, управляющий поворотом горелки и снабженный датчиком температуры, сфокусированным на поверхность изделия между зонами нагрева и охлаждения, причем датчик температуры является входным звеном электронного блока, подающего сигнал на регулятор передаточного отношения вариаторов привода полуавтомата.
;; /2
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для газопламенной закалки деталей | 1983 |
|
SU1266879A1 |
| Устройство для закалки | 1979 |
|
SU821507A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU244105A1 |
| Стол копировальный | 1978 |
|
SU745651A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1964 |
|
SU166226A1 |
| Привод копировального станка дляОбРАбОТКи КулАчКОВыХ ВАлОВ | 1979 |
|
SU831506A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| Копировальный станок | 1979 |
|
SU795898A1 |
| Устройство для газопламенной закалки кулачков | 1986 |
|
SU1407966A1 |
| СХЕМА ОГРАНИЧЕНИЯ ВЕЛИЧИНЫ ДИНАМИЧЕСКОЙ ОШИБКИ КОНИРОВАНИЯ | 1968 |
|
SU219992A1 |