Изобретение относится к области гальванических покрытий.
Известен автомат для нанесения гальванических нокрытий на детали, содержащнй ряд ванн, установленных но ходу технологического нроцесса, над которыми распсложен овальный пульсирующий конвейер, снабженный тележками с траверсами, на которых укреплены колокола и опорные ролики.
Предложенный автомат отлнчается от известного тем, что по периметру нутей двпження тележек установлены неподвижные обводные кулаки, имеющие в сечении форму перавнобокой трапеции, упирающиеся в опорные ролики. Данный автомат надежен в работе и увеличивает нроизводительность труда.
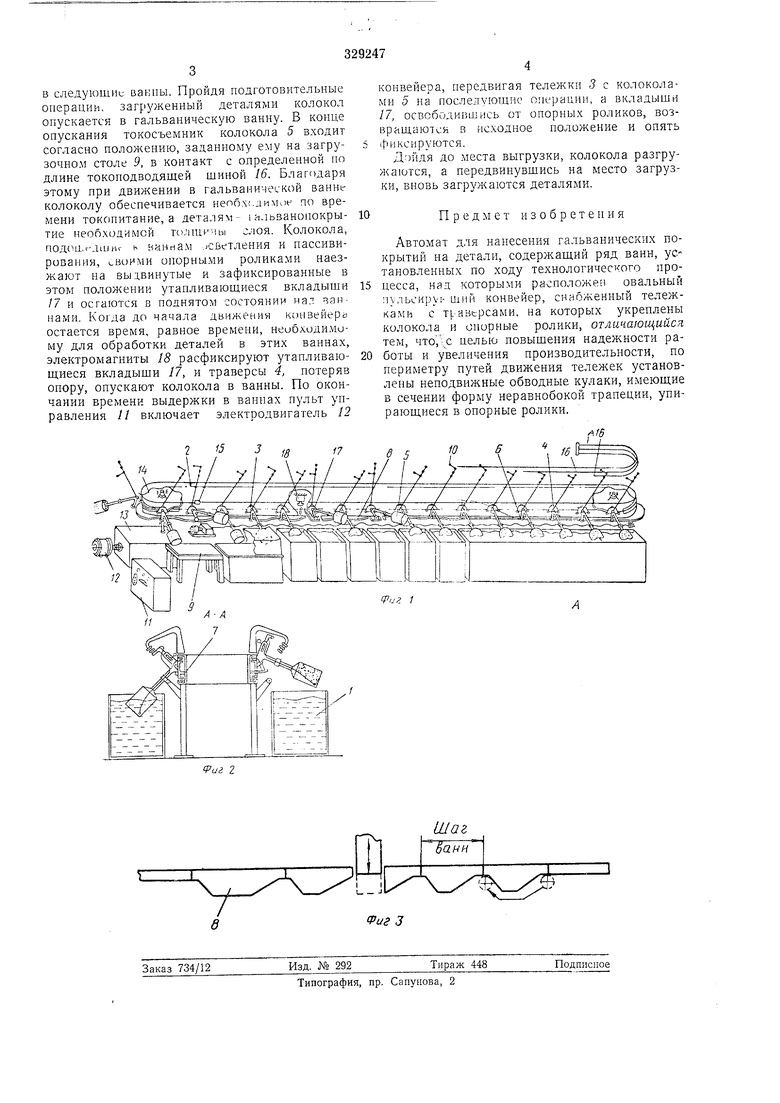
На фнг. 1 представлен автомат, обилий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - обводной кулак.
Автомат состоит из ряда ванн /, установленных но ходу технологического процесса, над которыми расположен овальный пульсирующий конвейер 2, снабженный тележками 3 с траверсами 4, на которых укреплены колокола 5 и опорные ролики 5. По периметру путей 7 движения тележек 3 установлены ненодвижные обводЕ1ые кулаки 5, имеющие в сечении форму неравнобокой транеции, уннрающиеся в опорные ролики. Находящийся на загрузочном столе 9 колокол 5 во время остановки конвейера 2 загружают деталями л переключают его токосъемник W в одно из положений, соответствующее толщине слоя гальванического покрытия загруженных в псго деталей. После необходимой выдержки колоколов в ваннах пульт управления // автоматически включает электродвигатель 12, вращение которого иередается через редуктор ведущей звездочке 14. Последняя приводит в движение конвейер 2, а вместе с ним и тележкп 3 с колоколами 5, которые передвигаются па длину, равную шагу BaiiH. При нередвижеп.чи конвейера на щаг загруженный колокол 5 от места загрузки передвигается к первой подготовительной ванне, а в это время последующпй колокол, подходя к столу 9 и 11ро| 1дя расстояппс, равное Hjary вапп, CBOOII тележкой пажнмает па концевой выключатель 15, отключая электродвигатель 12 и останавливая конвейер. Вновь загружают подошедш ;й колокол и переключают его токосъе.миик на ту или другую толщину слоя. Загруженные колокола, проходя обработку в ваннах, каждый раз при переброске из вапп в ванны
наезжают ролпками 5 траверс 4 па обводные кулаки 8 и, в начале нередвиженпя конвейера на шаг, поднимаются, при дальнейшем нередвижеиип конвейера - удерживаются в подпятом положен, а в конце передвиження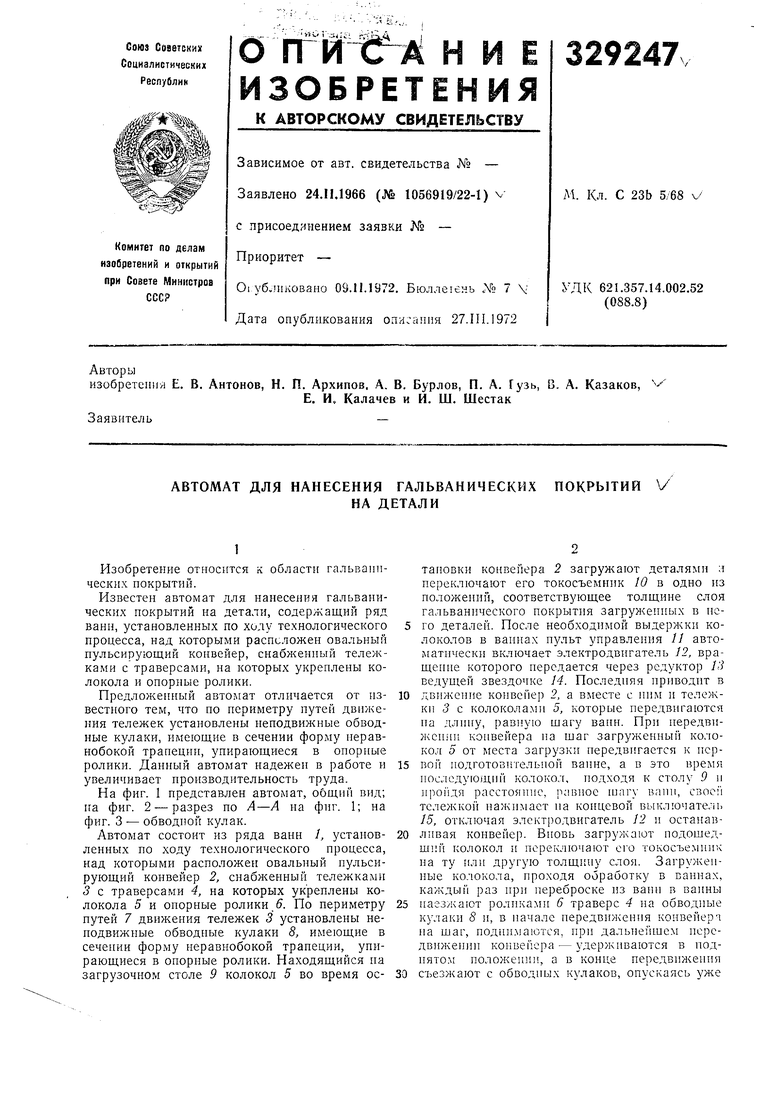
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для нанесения гальванических покрытий на детали | 1977 |
|
SU740871A1 |
| Автомат для гальванической обработки деталей | 1959 |
|
SU131601A1 |
| Автоматическая линия для нанесения гальванических покрытий на детали | 1990 |
|
SU1788099A1 |
| Линия для нанесения химических покрытий на детали | 1978 |
|
SU781159A1 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| ШТАНГОВЫЙ КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1973 |
|
SU361943A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1972 |
|
SU328038A1 |
| Устройство для обработки деталей в жидкой среде | 1982 |
|
SU1011734A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ВОЛОКНИСТОЙ МАССЫ | 1973 |
|
SU363776A1 |
