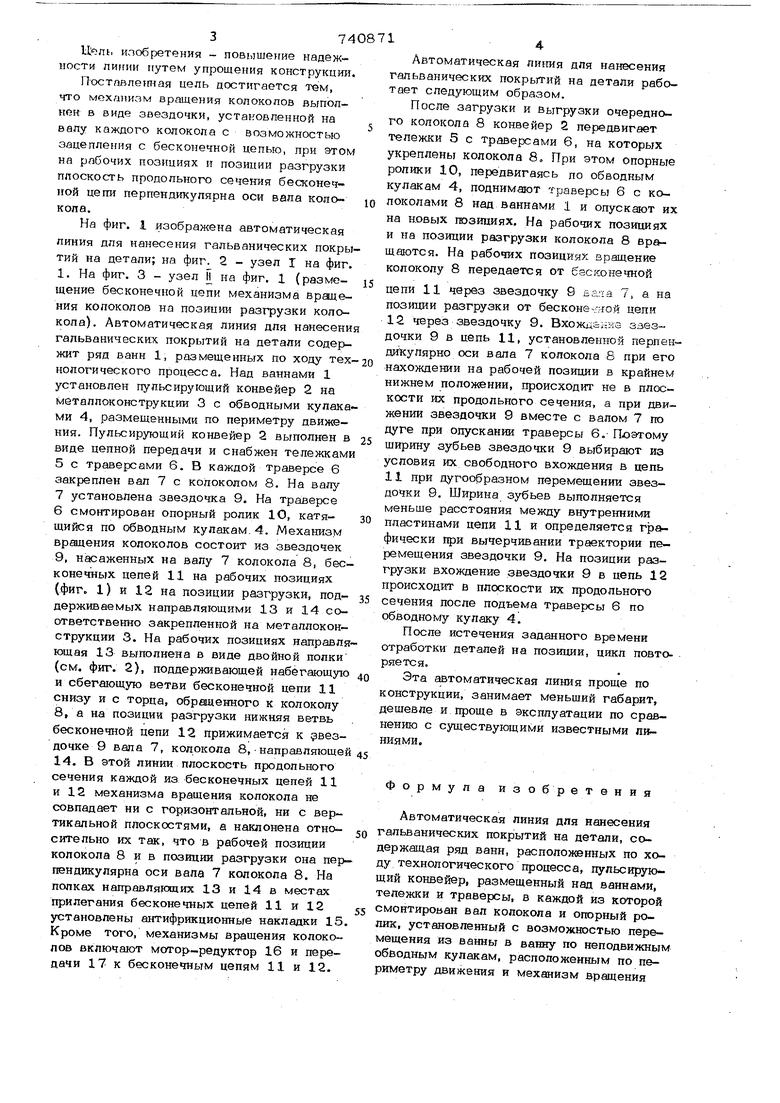
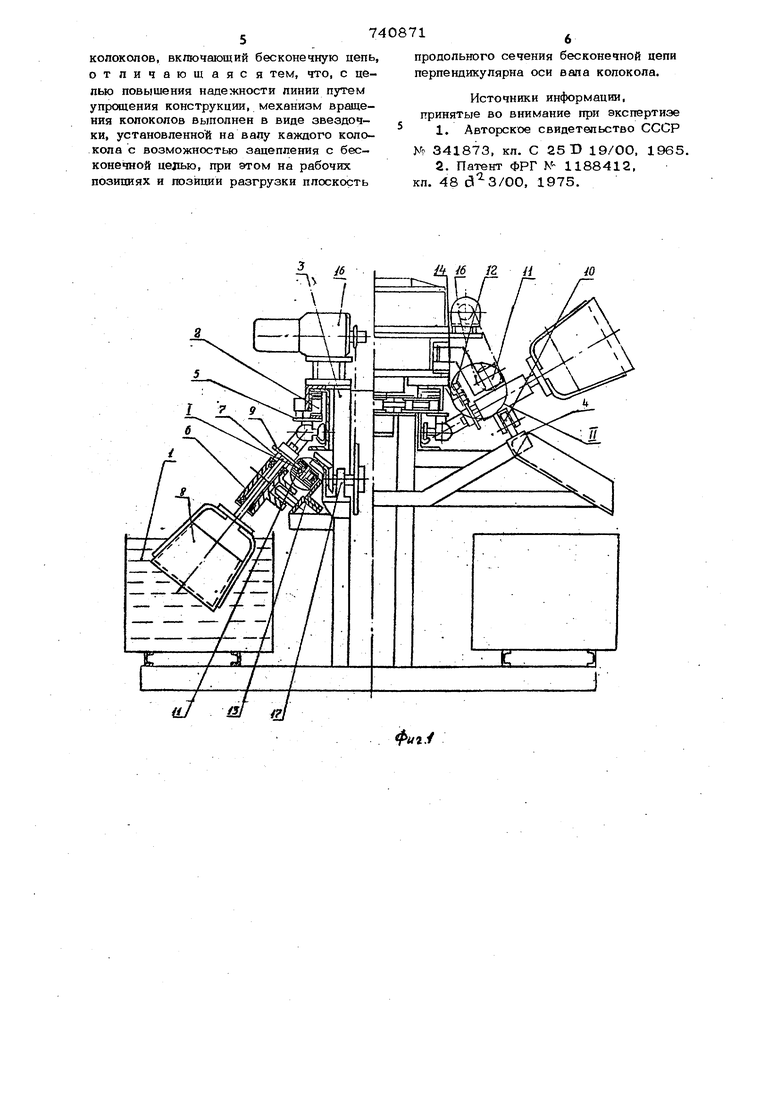
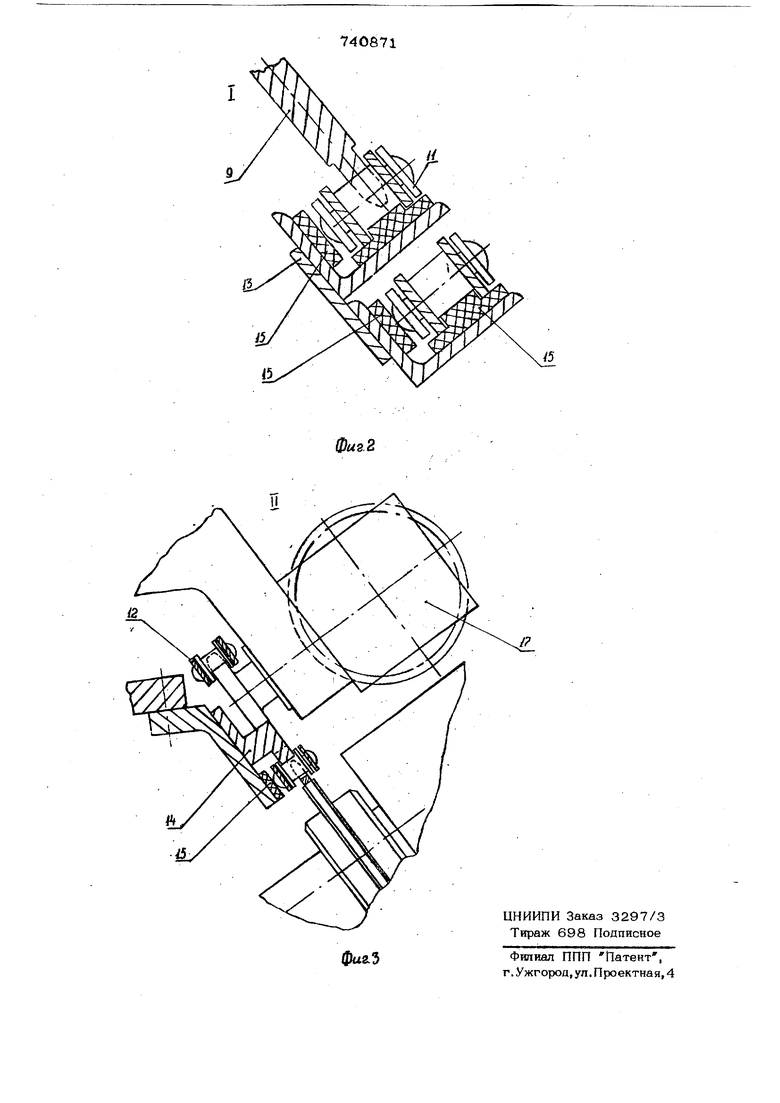
Изобретение относится к эпектролитической обработке металлов и нанесения покрытий, например для цинкования деталей. Известна линия для нанесения гальванических покрытий, содержащая ряд ванн, установленных по ходу тахнологического процесса, тележки с траверсами, в которых установлены валы ксяоколов и механизм вращения колоколов, выполненный в виде червячной пары р. . Такой механизм позволяет осуществля вращение колокола в наклонном положени Однако с увеличением производительгости линий и увеличения их длины расте длина червяков. Изготовление длинных червяков требует специального оборудова ния, или их составляют, стыкуя муфтами, из коротких. Все это ведет к усложнению конструкции линии. Так, при стыковке чер вяков и передачи на них вращения, как правило, звездочками, ставятся дополн тельные обводные кулаки в местах стыков я звездочек. Кроме того, сама передача имеет низкий КПД, повышенный износ, требует точности монтажа, что в конечном счете сказывается на долговечности и качестве работы линии. Известна также автоматическая линид дпя нанесения гальванических покрытий, содержащая ряд ванн, расположенных по ходу технологического процесса, конвейер, размещенный над ваннами, тележки с траверсами, в каждой из которой установлен вал колокола и опорный ролик, выполненный с возможностью перемещения из ванны в ванну по обводным кулакам, неподвижно установленным по периметру движения, привод вращения колоколов, выполненный в виде бесконечной цепи, муф- ты и вала со звездочкой 2} . Недостатком такой конструкции является увеличение ширины линии за счет введения дополгштельно для передачи вращения к каждому колоколу муфты, вала и других деталей, которые усложняют линию, и снижают ее надежность. 3740 . изобретения - повышение надеж нести линии путем упрощения конструкции. Поставленная цель достигается тем, что механизм вращения колоколов выполнен в виде звездочки, установленной на валу каждого колокола с возможностью зацепления с бесконечной цепью, при этом на рабочих позициях и позиции разгрузки плоскость продольного сечения бесконечной цепи перпендикулярна оси вала колокола. На фиг. 1 изображена автоматическая линия для нанесения гальванических покрытий на детали; на фиг. 2 - узел I на фиг. 1. На фиг. 3 - узел П на фиг. 1 (размещение бесконечной цепи механизма врацения колоколов на позиции разгрузки колокола). Автоматическая линия для нанесени гальванических покрытий на детали содержит ряд ванн 1, размещенных по ходу технологического процесса. Над ваннами 1 установлен пульсирующий конвейер 2 на металлоконструкции 3 с обводными кулака ми 4, размещенными по периметру двиядания. Пульсирующий конвейер 2 выполнен в виде цепной передачи и снабжен тележками 5с траверсами 6. В каждой траверсе 6 закреплен вал 7 с колоколом В. На валу 7 установлена звездочка 9. На траверсе 6смонтирован опорный ролик 10, катящийся по обводным кулакам. 4. Механизм вращения колоколов состоит из звездочек 9, н/эсаженных на валу 7 колокола 8, бесконечных цепей 11 на рабочих позициях (фигр 1) и 12 на позиции разгрузки, поддерживаемых направляющими 13 и 14 соответственно закрепленной на металлоконструкции 3. На рабочих позициях направля ющая 13 выполнена в виде двойной полки (см, фиг. 2), поддерживающей набегающую и сбегающую ветви бесконечной цепи 11 снизу и с торца, обращенного к колоколу 8, а на позиции разгрузки нижняя ветвь бесконечной цепи 12 прижимается к рвездочке 9 вала 7, колокола 8, направляюще 14. В этой линии плоскость продольного сечения каждой из бесконечных цепей 11 и 12 механизма вращения колокола не совпадает ни с горизонтальной, ни с вертикальной плоскостями, а наклонена относительно их так, что в рабочей позиции колокола 8 и в позиции разгрузки она пер пендикулярна оси вала 7 колокола 8. На полках направляющих 13 и 14 в местах прилегания бесконечных цепей 11 и 12 установлены антифрикционные накладки 15 Кроме того, механизмы вращения колоколов включают мотор-редуктор 16 и передачи 17 к бесконечным цепям 11 и 12, 4 Автоматическая птгкя для нанесения альванических покрытий на детали рабоает следующим образом. После загрузки и выгрузки очередноо колокола 8 конвейер 2 передвигает ележки 5 с траверсами 6, на которых креплены колокола 8, При этом опорные олики 10, передвигаясь по обводным улакам 4, поднимают траверсы б с кооколами 8 над ваннами 1 и опускают их а новых гюзициях. На рабочих позициях и на позиции разгрузки колокола 8 врааются. На рабочих позициях вращение колоколу 8 передается от басконечной цепи 11 через звездочку 9 ьапа 7, а на позиции разгрузки от бесконе-.-.чой цепи 12 через звездочку 9. Вхождакйз звездочки 9 в цепь 11, установленной перпенди Кулярно оси вала 7 колокола 8 при его нахождении на рабочей позиции в крайнем нижнем положении, происходит не в плоскости их продольного сечения, а при движении звездочки 9 вместе с валом 7 по дуге при опускании траверсы 6. Поэтому ширину зубьев звездочки 9 выбирают из условия их свободного вхождения в цепь 11 при дугообразном перемещении звездочки 9, Ширина зубьев выполняется меньше расстояния между внутренними пластинами цепи 11 и определяется графически при вычерчивании траектории перемещения звездочки 9. На позиции разгрузки вхождение звездочки 9 в цепь 12 происходит в плоскости их продольного сечения после подъема траверсы 6 по сбводному кулаку 4. После истечения заданного времени отработки деталей на позиции, цикл повторяется. Эта автоматическая линия проще по конструкции, занимает меньший габарит, дещевле и проще в эксплуатации по сравнению с существующими известными ли ниями. формула изобретения Автоматическая линия для нанесения гальванических покрытий на детали, содержащая ряд ванн, располонданных по ходу технологического процесса, пульсирующий конвейер, размещенный над ваннами, тележки и траверсы, в каждой из которой смонтироьан вал колокола и опорный ролик, установленный с возможностью перемещения из ванны в ванну по неподвижным обводным кулакам, расположенным по периметру движеЕшя я механизм вращения
колоколов, включающий бесконечную цепь, отличающаяся тем, что, с целью повышения надежности линии путем упрощения конструкции, механизм вращения колоколов выполнен в виде звездочки, установленной на валу каждого колокола с возможностью зацепления с бесконечной целью, при этом на рабочих позициях и позиции разгрузки плоскость
продольного сечения бесконечной цепи перпендикулярна оси вала колокола.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
N 341873, кл. С 25D 19/ОО, 1965.
а. Патент ФРГ N- 1188412, кл. 48 , 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для нанесения гальванических покрытий на детали | 1990 |
|
SU1788099A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХНА ДЕТАЛИ | 1972 |
|
SU329247A1 |
| Устройство для обработки деталей в жидкой среде | 1982 |
|
SU1011734A1 |
| Линия для нанесения химических покрытий на детали | 1978 |
|
SU781159A1 |
| Автомат для гальванической обработки деталей | 1959 |
|
SU131601A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автомат для гальванических покрытий | 1977 |
|
SU713930A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Автоматическая линия для транспортировки полуфабрикатов | 1973 |
|
SU653186A1 |
| Устройство подачи предметов | 1985 |
|
SU1294729A1 |
И. /6 /2
I
//
