(54) ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ХИМИЧЕСКИХ ПОКРЫТИЙ Изобретение относится к электролитическим покрытиям с помощью химических реакций и может быть использовано в радио и приборостроительной промышленности. Известна линия для нанесения гальванических покрытий на детали, которая содержит ряд ванн, установленных по ходу технологического процесса, над которыми расположен овальный пульсирующий конвейер, снабженный тележками с траверсами, и по периметру путей движения тележки установлены неподвижные обводные кулакйГ имеющие в сечении форму неравнобокой трапеции..:- , Данная линия предназначена для групповой обработки деталей в колоколах или кассетах 1. Однако групповая обработка не обеспечивает повыщенных требований к качеству покрытий в случае получения требуемых радиотехнических свойств деталей. Линия имеет размещение тележек по всей длине линии, что влияет на габариты и металлоемкость. Большие поверхности кассет, спускаемых в раствор, вызывают выпадение на них значительного количества металла в случае нанесения покрытий с помощью хиНА ДЕТАЛИ мических реакций, что приведет к быстрому, разрушению раствора. Известна также линия для нанесения химических покрытий на детали, содержащая расположённые по ходу технологического процесса однопозиционные и многопозиционные ванны, механизм перемещения деталей и направляющие с наклонными скатами 2. Недостатком линии является применение в механизме перемещения деталей, двух самостоятельных приводных от своих приводов приспособлений, а именно кареток операторов для перемещения кассет с деталями из ванны в ванну и рычажного приспособления для перемещения кассет с деталями внутри отдельных миогопозиционных ванн. Цель изобретения - устранение вышеуказанного недостатка, а именно упрощение конструкции и повыщение надежности работы линии. Указанная лель достигается тем, что механизм перемещения деталей выполнен в виде, установленных по обе стороны ванн двух парняг с упорами и шарнирно закрепленными рычагами и контактирующих с рычагами копиров, одни из которых закреплены на
корпусе ванн, а другие - на одной из тяг каждой пары, при этом одни из рычагов имеют гребенки для перемещения деталей внутри многопозиционных ванн, а другие - флажки для перемещения деталей из ванны в ванну.
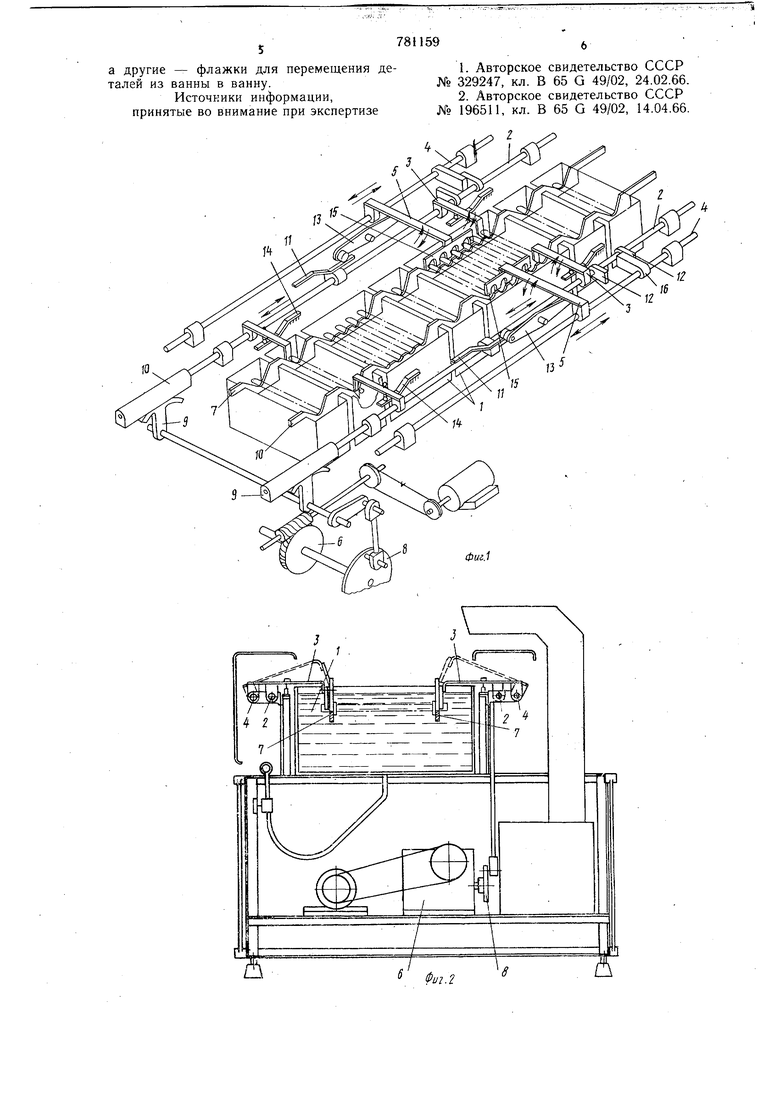
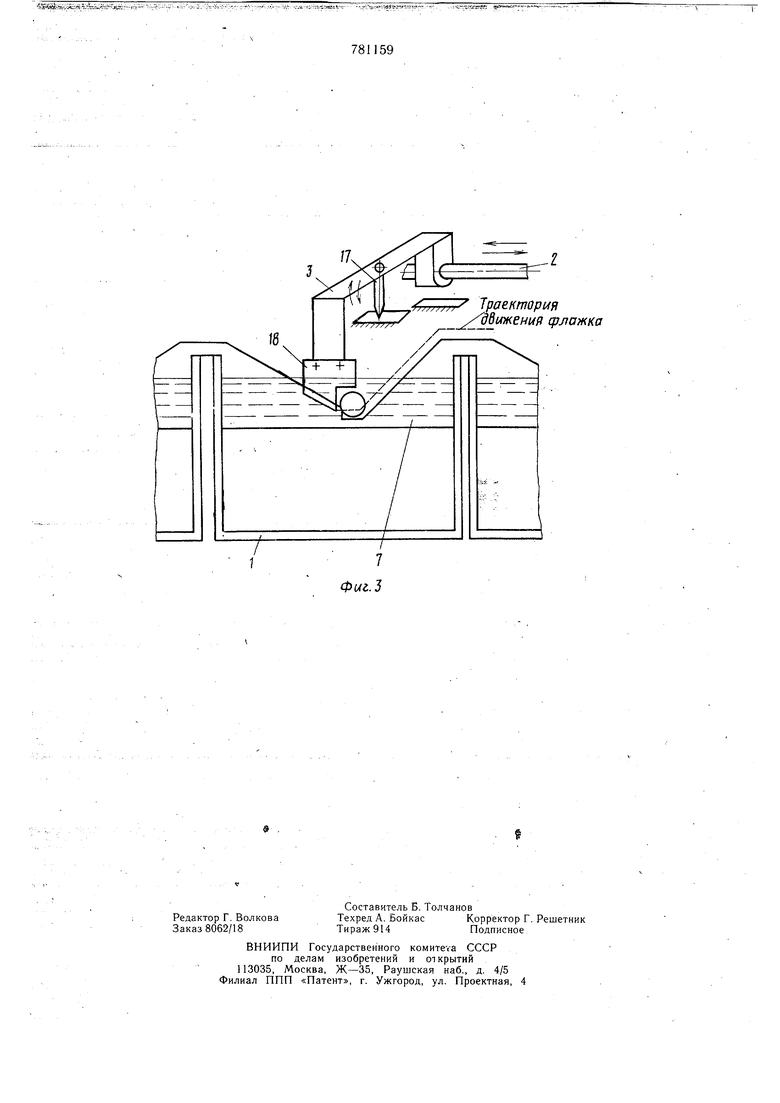
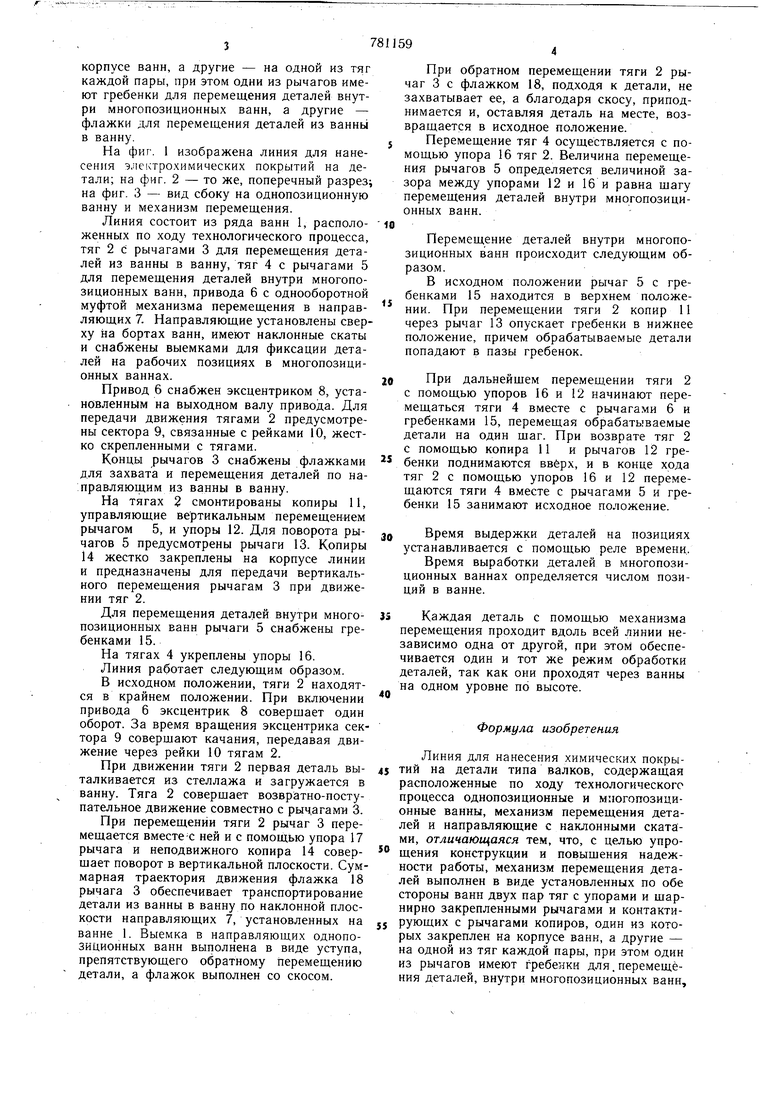
На фиг. 1 изображена линия для нанесения электрохимических покрытий на детали; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - вид сбоку на однопозиционную ванну и механизм перемещения.
Линия состоит из ряда ванн 1, расположенных по ходу технологического процесса, тяг 2 с рычагами 3 для перемещения деталей из ванны в ванну, тяг 4 с рычагами 5 для перемещения деталей внутри многопозиционных ванн, привода 6 с однооборотной муфтой механизма перемещения в направляющих 7. Направляющие установлены сверху на бортах ванн, имеют наклонные скаты и снабжены выемками для фиксации деталей на рабочих позициях в многопозиционных ваннах.
Привод 6 снабжен эксцентриком 8, установленным на выходном валу привода. Для передачи движения тягами 2 предусмотрены сектора 9, связанные с рейками 10, жестко скрепленными с тягами.
Концы рычагов 3 снабжены флажками для захвата и перемещения деталей по направляющим из ванны в ванну.
На тягах 2 смонтированы копиры 11, управляющие вертикальным перемещением рычагом 5, и упоры 12. Для поворота рычагов 5 предусмотрены рычаги 13. Копиры 14 жестко закреплены на корпусе линии и предназначены для передачи вертикального перемещения рычагам 3 при движении тяг 2.
Для перемещения деталей внутри многопозиционных ванн рычаги 5 снабжены гребенками 15.
На тягах 4 укреплены упоры 16.
Линия работает следующим образом.
В исходном положении, тяги 2 находятся в крайнем положении. При включении прибода 6 эксцентрик 8 совершает один оборот. За время вращения эксцентрика сектора 9 соверщают качания, передавая движение через рейки 10 тягам 2.
При движении тяги 2 первая деталь выталкивается из стеллажа и загружается в ванну. Тяга 2 совершает возвратно-поступательное движение совместно с рычагами 3.
При перемещении тяги 2 рычаг 3 перемещается вместе-с ней и с помощью упора 17 рычага и неподвижного копира 14 совершает поворот в вертикальной плоскости. Суммарная траектория движения флажка 18 рычага 3 обеспечивает транспортирование детали из ванны в ванну по наклонной плоскости направляющих 7, установленных на
ванне 1. Выемка в направляющих однопозиционных ванн выполнена в виде уступа, препятствующего обратному перемещению детали, а флажок выполнен со скосом.
При обратном перемещении тяги 2 рычаг 3 с флажком 18, подходя к детали, не захватывает ее, а благодаря скосу, приподнимается и, оставляя деталь на месте, возвращается в исходное положение. Перемещение тяг 4 осуществляется с помощью упора 16 тяг 2. Величина перемещения рычагов 5 определяется величиной зазора между упорами 12 и 16 и равна шагу перемещения деталей внутри многопозиционных ванн.
Перемещение деталей внутри многопозиционных ванн происходит следующим образом.
В исходном положении рычаг 5 с гребенками 15 находится в верхнем положеНИИ. При перемещении тяги 2 копир 11 через рычаг 13 опускает гребенки в нижнее положение, причем обрабатываемые детали попадают в пазы гребенок.
При дальнейшем перемещении тяги 2 с помощью упоров 16 и 12 начинают перемещаться тяги 4 вместе с рычагами 6 и гребенками 15, перемещая обрабатываемые детали на один шаг. При возврате тяг 2 с помощью копира 11 и рычагов 12 гребенки поднимаются вверх, и в конце хода тяг 2 с помощью упоров 16 и 12 перемещаются тяги 4 вместе с рычагами 5 и гребенки 15 занимают исходное положение.
Время выдержки деталей на позициях устанавливается с помощью реле времени. Время выработки деталей в многопозиционных ваннах определяется числом позиций в ванне.
Каждая деталь с помощью механизма перемещения проходит вдоль всей линии независимо одна от другой, при этом обеспечивается один и тот же режим обработки деталей, так как они проходят через ванны на одном уровне по высоте.
Формула изобретения
Линия для нанесения химичесрсих покрытий на детали типа валков, содержащая расположенные по ходу технологического процесса однопозиционные и мпогопозиционные ванны, механизм перемещения деталей и направляющие с наклонными скатами, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности работы, механизм перемещения деталей выполнен в виде установленных по обе стороны ванн двух пар тяг с упорами и шарнирно закрепленными рычагами и контактирующих с рычагами копиров, один из которых закреплен на корпусе ванн, а другие - на одной из тяг каждой пары, при этом один из рычагов имеют гребенки для. перемещения деталей, внутри многопозиционных ванн.
а другие - флажки для перемещения деталей из ванны в ванну.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 329247, кл. В 65 G 49/02, 24.02.66.
2.Авторское свидетельство СССР № 196511, кл. В 65 G 49/02, 14.04.66.
х Траекторс я
,6 ижения срлажка
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кодовой маркировки радиодеталей | 1984 |
|
SU1226549A1 |
| Устройство для групповой загрузки деталей в кассету | 1986 |
|
SU1380907A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Автомат для жидкостной обработки | 1982 |
|
SU1041603A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ФОСФАТИРОВАНИЯ | 1967 |
|
SU196511A1 |
| Устройство для нанесения химических покрытий | 1983 |
|
SU1109483A1 |
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ ПОЛЫХ ВАФЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2094993C1 |
| Способ шлифования и полирования деталей сложной конфигурации и устройство для его осуществления | 1991 |
|
SU1811470A3 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |