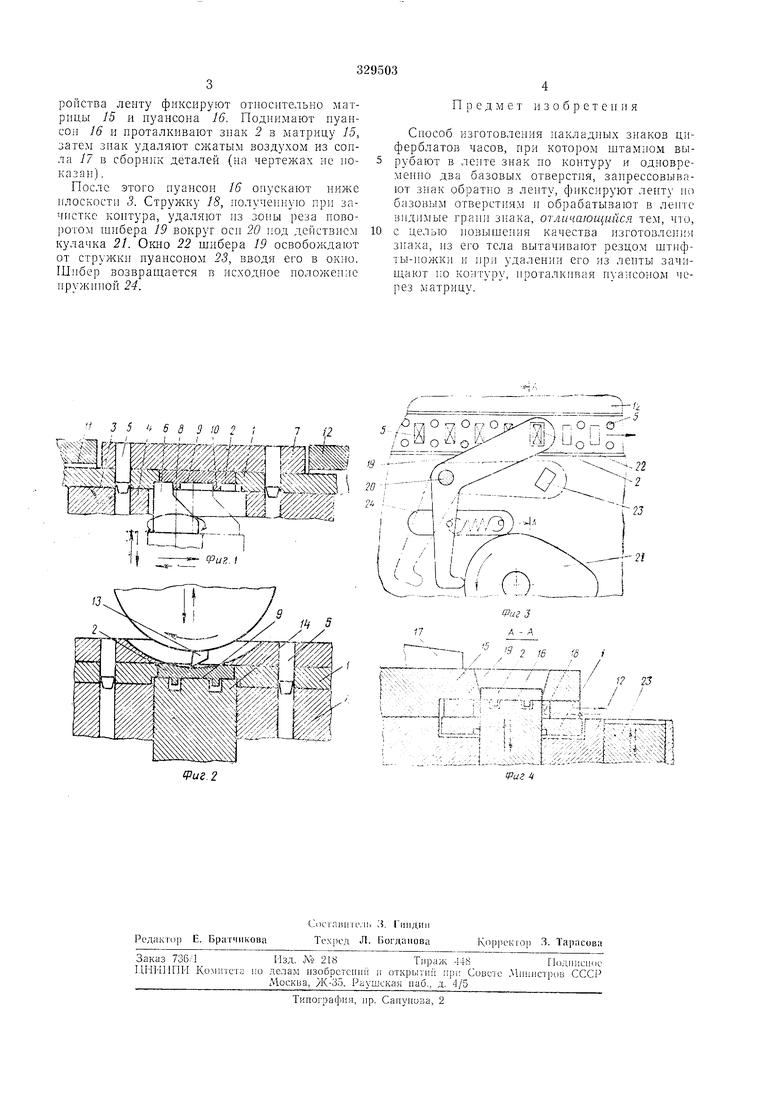
Изобретение относится к области механической обработки наклад1 ых знаков циферблатов часов и может быть применено па часовых заводах. Известен способ изготовления накладных знаков циферблатов часов, при котором штампом вырубают в ленте знак но контуру и одновременно два базовых отверстия, зпнрессовывают знак обратно в , фико:;руют ленту но базовым отверстиям и обрабптывают в ленте видимые грани знака. Однако этот способ не предусматривает нзготовления знаков со штифтами-ножками, необходимыми во многих случаях нри сборке знаков с циферблатами. Контур знака, но которому иоследиий удерживается в лс1Г1ч но подвергается механической обработке и ленте, а так как новерхность нериметр: р.:::лнп нл циферблате, она должна быть выполнен, возможно чище. Целью изобретеиия является изготовление в ленте знаков со Н1тнфтам11-ножк; ми, а так/ке новьпнеине качества изготовления знаков. Эта цель достигается тем, что но 111)едл; гаемому способу из тела 3}1ака вытачивают резцом штифты-ножки и при удалении его из ленты зачищают но контуру, ироталкнвая пуансоном через матрицу. На фнг. 1 н.1ображе 1а позиция для обточки штнфтов-ножек в разрезе; на фиг. 2 - нознцня для огранки знаков в разрезе; на фнг.З- иозиц1 я для зачистки знаков по контуру, вид 3 нлане; на фнг. 4-разрез ио А-А на фиг. 3. На многоиозициониом устройстве металлическую ленту / с вырубленными и заирессоваииыми в нее знаками 2 укладывают плоскостью 3 на базовую пластину 4 н фнксируют нггифтамн-ловителями 5 относительно вранинощегося резца 6. Штифты-ловители 5 закреплены на одвнжной плаике 7. Резец 6 ие гмещают вдоль оси врап1ения и вытачивают И1тифт-пожку S и часть илоскост; 9 из тела знака 2. Резец отводят ииже илоскости 3, неремещают его, устанавливают иротив иттифта-иожки К) н последнюю вытачивают. Одновременно заканчивают нроточку всей илоскости 9 знака. Затем штифты-ловители 5 иодни.мают вьпие илоскости // нанравляющп н.чанок 12 и иеремеи1ают лепту на но.ицию ограикн зиа:-:о1, где ана.тогнчиым образом фиксипуют се относительно рлкицакнин-ося г .езца /,). После нрнж1ьма ленты в б.кчог оП иластипе -f и илоскости 9 знака подводят o:ioру М с последующей фнксациен ее в пластине 4. Затем опускают резец 13 и нроизводят огранку 3;iaKa 2. На иоеледне(1 позиции устройства ленту фиксируют относительно матрицы 15 и пуансона 16. Поднимают пуансон 16 и проталкивают знак 2 в матрицу 15, затем знак удаляют сжатым воздухом из сопла 17 в сборник деталей (на чертежах не показан) .
После этого пуансон 16 опускают ниже плоскости 3. Стружку 18, полученную при зачистке контура, удаляют пз зоны реза поворотом шпбера 19 вокруг осп 20 иод действием кулачка 21. Oimo 22 шибера 19 освобождают от стружкп пуансоном 23, вводя его в окно. Шпбер возвращается в исходное положепие пружппой 24.
Предмет изобретения
Способ изготовления накладных знаков циферблатов часов, при котором штампом вырубают в лепте знак по контуру и одновременно два базовых отверстия, занрессовывают знак обратно в ленту, фиксируют ленту по базовым OTBepcTiiHM п обрабатывают в лепте видимые грапи знака, отличающийся тем, что, с целью повышения качества изготозлепни знака, из его тела вытачивают резцом штифты-ножки и при удалении его из лепты зачишак т по коьггуру, проталкивая пуансоном через матрицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ InaTEHTHO-T[Xnl!HEC!'4F;БИБЛИОТЕ'^А i | 1972 |
|
SU332417A1 |
| Способ изготовления часовых деталей | 1979 |
|
SU932459A1 |
| ЦИФЕРБЛАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2040033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИФЕРБЛАТА С ДЕКОРАТИВНЫМ ОФОРМЛЕНИЕМ | 1996 |
|
RU2090920C1 |
| Способ изготовления циферблата с рельефными знаками | 1973 |
|
SU492846A1 |
| Способ изготовления часовых деталей | 1991 |
|
SU1802355A1 |
| Способ изготовления накладных занков для часовых циферблатов | 1977 |
|
SU690430A1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Комбинированный штамп для вырубки и реверсивной вытяжки деталей из ленты | 1979 |
|
SU902920A1 |
